






ТЕХНОЛОГІЯ РУЧНОГО ДУГОВОГО ЗВАРЮВАННЯ

Copyright © 2020
Методичний посібник до теми «Технологія ручного дугового зварювання».
Автор: Л.П. Шевченко, майстер виробничого навчання 1 категорії, Дзержинського професійного ліцею. Методичний посібник, Донецьк – 2013
Рецензент: Зуєва В.Г., майстер в/н 1 категорії, ДНЗ «Горлівське ВПУ транспорта».
Відповідальний за випуск Мірошниченко Г.В., методист НМЦ ПТО Горлівсько-Єнакієвського регіону у Донецькій області
Коротка анотація: У методичному посібнику надано матеріали до теоретичної та практичної підготовки згідно теми навчальної програми «Технологія ручного дугового зварювання» за професією «Електрогазозварник». Матеріал систематизовано в логічній послідовності, він супроводжується схемами, таблицями та малюнками.
Матеріали посібника стануть у нагоді майстрам виробничого навчання, викладачам професійно-теоретичної підготовки з професії «Електрогазозварник».
Посібник рекомендується для практичного застосування в роботі майстрів в/н, учням ПТНЗ.
Розглянуто та схвалено методичною радою НМЦ ПТО в Донецькій області
Протокол № 3 від « 12 » березня 2013 року
Зміст
- Вступ
- Технологія ручного дугового зварювання
- Історія розвитку зварювання
- Устаткування поста та інструмент зварника
- Металеві електроди
- Вибір режиму і техніка ручного дугового
зварювання
- Рух електроду в процесі зварювання
- Способи зварювання швів різної
довжини
- Способи виконання швів за перерізом
- Охорона праці
4. Використана література
ВС Т У П
ХІХ століття – вік динамічних змін на ринку праці. Висуваються нові вимоги ПТНЗ з підготовки висококваліфікованих робітників, Державі не обійтись без робітничих рук, поєднаних з високим інтелектом, професійною честю і відповідальністю. Відповідно до Закону України «Про загальну середню освіту» закріплено право викладача (майстра виробничого навчання) на вибір методів, способів і організації форм навчання.
Одним із шляхів реалізації цієї проблеми є свідоме оволодіння учнями теоретичним матеріалом, уміння аналізувати і робити обґрунтовані висновки та використовувати відповідні уміння і навички в своїй практичній діяльності.
У значній мірі ці проблеми вирішуються на заняттях з професійно – теоретичної підготовки, де застосовуються інноваційні методи навчання залежно від особливостей подання навчального матеріалу, організації процесу трудової діяльності. Так, наприклад, в темі «Технологія ручного дугового зварювання покритими електродами», взятій з тематичного плану теоретичного та виробничого навчання з професії «Електрогазозварник» згідно стандарту (ДСПТО 7212.1 Д 29014 – 2006) систематизований теоретичний матеріал. В розробці
всі теми викладені в логічній послідовності, супроводжуються таблицями, малюнками, схемами; використаний матеріал з дисциплін професійно – теоретичної підготовки: матеріалознавства, охорони праці. В даній розробці матеріал викладений відповідно до програми тематичного планування, який включає в себе відомості про устаткування поста для ручного дугового зварювання, електричну дугу та її застосування, матеріали для зварювання та технологію ручного дугового зварювання. Також в роботі є матеріал про охорону праці, який знайомить з основними видами та причинами травматизму при зварюванні. Викладений матеріал відповідає таким вимогам, як конкретність, послідовність, що дає можливість раціонально планувати час, необхідний для засвоєння знань. В розробці систематизована інформація, яка забезпечує знання відповідно до вимог професійно-кваліфікаційної характеристики та дає можливість учням самостійно вивчати матеріал, використовувати отримані знання на практиці.

«ТЕХНОЛОГІЯ РУЧНОГО ДУГОВОГО ЗВАРЮВАННЯ»
Історія розвитку зварювання
Історія електричного зварювання бере свій початок в ХІХ ст. У 1802р. російський вчений В.В. Петров відкрив явище електричної дуги і вказав на можливість її використання для розплавлення металів. Але тільки в 1882 році російський інженер Н.Е.Бенардос відкрив спосіб електродугового зварювання неплавким вугільним електродом і запропонував конструкції простих зварювальних автоматів.
У 1888 році російський інженер Н.Г.Слав’янов запропонував виконувати зварювання плавким металевим електродом. Він першим у світі виготовив зварювальний генератор, створив автоматичний регулятор довжини дуги і розробив металургійні основи зварювання. Широке промислове застосування і розвиток зварювання почалися в 30-ті роки ХХ ст. З’явились нові види зварювання: електрошлакове, під шаром флюсу, у вуглекислому газі, електронно-променеве, підводне.
У 1924-1935рр. використовувались електроди без покриття або з тонким іонізуючим покриттям. З 1935-1939рр. почали широко використовувати зварювання на базі електродів з товстим покриттям і стрижнів із легованих сталей.
У 1939р. під керівництвом академіка АН УРСР Євгена Оскаровича Патона (1870-1953) були запроваджені автоматичне та напівавтоматичне зварювання під шаром флюсу. З 1948р. промислове застосування отримав спосіб дугового зварювання в інертних захисних газах.
На початку 50-х років ХХ ст. під керівництвом академіка Бориса Євгеновича Патона в Інституті електрогазозварювання ім. Є.О.Патона було розроблене електрошлакове зварювання.
Устаткування поста та інструмент зварника
Зварювальним постом називається робоче місце зварника, обладнане всім необхідним для виконання зварювальних робіт. Зварювальний пост укомплектовують джерелом живлення (трансформатор, випрямляч), зварювальними кабелями, електродотримачем або пальником, пристосуваннями, інструментами, засобами захисту.
Зварювальні пості можуть бути стаціонарні й пересувні.
Для живлення зварювальної дуги застосовується змінний або постійний струм прямої і зворотної полярності в залежності від типу покриття електрода і марки металу, який зварюється. У процесі горіння зварювальної дуги розплавляються металевий стержень електроду, його покриття і кромки металу, що зварюється. У процесі кристалізації зварювальної ванни, яка утворюється за рахунок перемішування основного й електродного металів, формується шов.
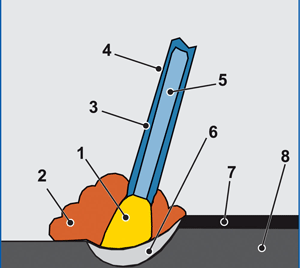
Схема процесу ручного дугового зварювання покритими електродами
1 – зварювальна дуга; 2 – зварювальний захист; 3 – електродне покриття; 4 –електрод; 5 – металевий стрижень; 6 – зварювальна ванна;7 – шлак ; 8 – зварний виріб
Живлення зварювальних постів здійснюється від спеціальних джерел змінного (зварювальні трансформатори) і постійного (зварювальні перетворювачі і випрямлячі) струмів.
Зварювальні трансформатори призначені для зниження напруги з 220 або 380 В до безпечної напруги, але достатньої для легкого запалювання та стійкого горіння електричної дуги (не більше 80 В) і регулювання сили зварювального струму залежно від діаметра електродного дроту та товщини зварюваного металу.
Зварювальні випрямлячі призначені для перетворення змінного струму в постійний і живлення ним зварювальної дуги.
Зварювальний перетворювач – це машина, що призначена для перетворення змінного струму в постійний зварювальний струм.
Випрямлячі можуть бути одно постовими та багато постовими.
При багатопостовій схемі живлення кожний зварювальний пост забезпечується баластовим реостатом за допомогою якого регулюється зварювальний струм.
Основним інструментом зварника є електродотримач, який служить для затиску електрода і підведення до нього зварювального струму. Він повинний міцно утримувати електрод, забезпечувати зручне і міцне закріплення зварювального кабелю, а також швидке видалення
огарків і закладку нового електрода. Виготовляють два типа електродотримачів: ЕД-2 – для зварювання струмом до 300А і ЕД-3 – для зварювання струмом від 300 до 500 А. вага тримача ЕД-2 – 500г, а ЕД-3 – 900г. застосовують електродотримачі з різними способами закріплення електродів: важільні, пасатижні, защіпні, гвинтові.

Електродотримачі мають відповідати таким вимогам:
- забезпечувати надійне затискання електродів;
- допускати затискання електрода не менше ніж у двох положеннях перпендикулярно та під кутом не менше 1150 до осі електрода;
- забезпечувати швидку й легку зміну електроду (4с);
- струмоведучі частини повинні бути надійно ізольовані від випадкового дотику із зварювальними виробами або руками зварника;
- опір ізоляції має бути не менше 5 МОм;
- рукоятка має бути виготовлені із ізолюючого матеріалу довжиною не менше 120мм;
- поперечний переріз рукоятки повинен вписуватися у коло діаметром не більше 40мм.
Застосування саморобних електродотримачів забороняється.
Електродотримачі повинні витримувати без ремонту 8 тис. затискань.
Рукоятка тримача повинна мати електроізоляцію. Іноді електродотримач постачають щитком для захисту рук від бризок і нагрівання від дуги.
Щиток, шоломи або маски служать для захисту очей і обличчя зварника від впливу випромінювань зварювальної дуги і бризок металу. У щитках (шоломах, масках) мається оглядовий отвір, у який вставляють спеціальне скло – світлофільтр, який затримує інфрачервоні й ультрафіолетові промені, які знижують яскравість світлових променів дуги.
Їх виготовляють із чорної фібри або спеціальної пластмаси. Залежно від сили зварювального струму щитки й маски оснащені світлофільтрами, які виготовляють із темно-синього скла марки ТС-3С двох видів: світлофільтри для нормального огляду (розмір 52х102мм) і збільшеного (90х102мм) з товщиною від 1,5 до 4,0мм. Із зовнішнього боку світлофільтри захищають від бризок розплавленого металу віконним склом товщиною 2,5мм, яке при забрудненні міняють. Категорично забороняється змінювати світлофільтри саморобним пофарбованим склом. Світлове випромінювання дуги має послаблюватися світлофільтрами в 102-106 разів. Нині в СНД використовують світлофільтри серії С, які поділяються на 13 класів. Вони забезпечують захист очей від випромінювання при зварюванні на струмах від 5 до 1000 А. світлофільтри підбирають залежно від характеру робіт та сили зварювального струму.
Сучасна індустрія охорони праці у зварювальному виробництві пропонує великий вибір зварювальних масок. Вони мають зручну конфігурацію, малу масу, забезпечують тепловий захист голови і захист очей від світлового випромінювання зварювальної дуги. Практично у всіх масках забезпечене швидке автоматичне затемнення оглядового вікна залежно від величини зварювального струму.
Інститут лазерних технологій та приладобудування розробив і виробляє автоматичний світлофільтр АСФ «Хамелеон». При використанні автоматичного світлофільтра зварник може виконувати всі операції, не піднімаючи маску. АСФ «Хамелеон» має потенціометр для плавного
регулювання величини затемнення. Електроживлення комбіноване від літієвого елемента і сонячної батареї. Час вмикання затемнення залежно від температури навколишнього середовища становить 0,1-1,0 мс.

Для захисту тіла від опіків зварник користується брезентовим костюмом, брезентовими рукавицями і шкіряним чи валяним взуттям. Штани повинні бути гладкими без отворів з напуском чи поверх черевиків або валянків. Рукавиці повинні бути з напуском на рукава і зав’язуватися тасьмою. Прямий одяг і відсутність відкритих частин тіла виключають можливість попадання бризок металу на тіло й у складки спецодягу. При зварювання у середині резервуарів, баків, цистерн необхідно користуватися чоботями і гумовим шоломом. При зварюванні металевих конструкцій, якщо зварник
працює лежачи, сидячи або стоячи на елементах конструкції, що зварюються, крім гумових чобіт чи калош і шолома, необхідні гумові килимки, наколінники, підколінники, які підшиті повністю.
Крім спецодягу, у засоби індивідуального захисту включається: пояс запобіжний з лямками (при роботі на висоті), рукавиці гумові діелектричні, калоші гумові діелектричні, килимки гумові діелектричні.
Для зниження шкідливого впливу на організм зварника пилу, шкідливих виділень, аерозолів застосовують місцеву та загальну вентиляцію, індивідуальні респіратори.

Металеві електроди
Електрод – це металевий або неметалевий стрижень, призначений для підведення струму до зварювальної дуги.

Металеві електроди для дугового зварювання виготовляють відповідно до ДСТ 9466-75 «Електроди металеві (плавлячі) для електродугового зварювання сталей і наплавлення. Розміри і загальні технічні вимоги».
Залежно від призначення і хімічного складу металу виробу електроди повинні забезпечувати:
- легке запалювання та стійке горіння дуги;
- одержання металу шва необхідного хімічного складу;
- високі механічні й технологічні властивості;
- рівномірне плавлення електродного стрижня та покриття;
- якісне формування шва;
- легке відокремлення шлаку;
- незначне розбризкування металу;
- високу продуктивність при незначних витратах;
- мінімальну токсичність.
Міцність покриття випробують у такий спосіб: при падінні електрода навзнаки на сталеву плиту з висоти 1м для електродів діаметром 3мм і висоти 0,5м для електродів діаметром більш 3мм покриття не повинне руйнуватися. Вологостійкість покриття перевіряють зануренням електрода у воду і витримкою протягом 24г прим температурі 15-25°С.
Електроди, виготовлені за ДСТ, забезпечують стійке горіння дуги і спокійне рівномірне плавлення покриття. Шлак рівним шаром покриває метал, що наплавляється, і легко відокремлюється після охолодження. Тріщини, газові і шлакові включення в звареному шві не утворюються. Хімічний склад металу шва й особливий вміст сірки і фосфору вказуються в паспорті електрода.
Для кожної марки електрода встановлений паспорт, який містить позначення, марку і призначення електрода, марку зварювального дроту, склад покриття, режими зварювання і обробки зварного шва, показники зварного шва, властивості наплавленого металу і коефіцієнт наплавлення.
Електроди упаковують у водонепроникний папір або плівку з пластмаси й укладають у дерев’яні ящики. Вага ящика 25-40кг.
Неправильне транспортування й зберігання електродів впливає на якість зварних з’єднань, викликаючи появу в металі шва пор, тріщин та інших дефектів.
Найвагомішими факторами, які можуть погіршувати якість електродів, є:
механічні пошкодження покриття;
насичення покриття атмосферною вологою. Вміст вологи в покритті залежить від призначення електрода, виду покриття, термообробки і становить
- від 0,1 до 2% (допустимий вміст вологи в покритті вказують на етикетці даної марки електрода). Найчутливішими до поглинання вологи є електроди з основним видом покриття, а з рутиловим, кислим і змішаним – менше чутливі (вміст вологи 0,5-0,9%). В електродах із целюлозним покриттям волога повинна становити 1,0-2,0%, а нижча може призвести до появи пор і розбризкування металу;
- старіння покриття.
Вимоги, які пред’являються до металевого (плавкого) електроду для зварювання вуглецевих і легованих конструкційних сталей викладені в ДСТ 9467-75. Електроди розділені на 15 типів за механічними властивостями металу шва і зварного з’єднання.
Тип електрода позначається буквою Е і цифрою, що вказує гарантовану межу міцності металу шва у кілограмах на квадратний метр. Буква А в позначення вказує, що метал, наплавлений цим електродом, має підвищені пластичні властивості. Такі електроди застосовують при зварювані найбільш відповідальних швів.
За типом електроди класифікують:
- для зварювання низьковуглецевих і низьколегованих конструкційних сталей передбачаються типи електродів – Є38, Є42, Є42А, Є46, Є46А, Є50А, Є55 Є60;
- для зварювання легованих конструкційних сталей з тимчасовим опором розривну більше 600 МПа – Є70, Є85, Є100, Є125, Є150;
для зварювання легованих теплостійких сталей – Є-09М, Є-09МХ, Є-09Х1М, Є-05Х2М, Є- 09Х2М1, Є-09Х1МФ, Є-10Х5МФ, Є-10Х1М1НБФ, Є-10Х3М1БФ;
- для зварювання високолегованих сталей з особливими властивостями – 49 типів (ГОСТ100052-75) Є-12Х13, Є-06Х13Н, Є-08Х20Н9Г2Б та ін.;
- для наплавлення поверхневих шарів з особливими властивостями – 44 типи (ГОСТ10051-75) Є-10Г2, Є-30Г2ХМ, Є-65Х11НЗ та ін.
В умовних позначення типів електродів теплостійких, легованих і для наплавлення цифри після дефісу вказують вміст вуглецю у сотих частках відсотка, а наступні букви й цифри – умові позначення легуючих елементів та їх вміст у відсотках.
Дріт Зв-08 і Зв-08А, який застосовується при виготовленні стержнів більшості електродів для зварювання вуглецевих і легованих конструкційних сталей, протягається з низьковуглецевої сталі Ст.2, Ст.3, Ст.4.
Кожному типу електрода відповідає кілька марок електродів. Наприклад, типу Е42 відповідають електроди АНО-5, АНО-6 і ін.. марка електрода – це його промислове позначення, як правило, характеризує стрижень і покриття.
Електроди УОНИ-13 дають високу якість металу шва і застосовують для зварювання відповідальних швів з конструкційних сталей. Вони випускаються декількох марок; УОНИ-13/45, УОНИ-13/5, УОНИ-13/65 і УОНИ-13/85. цифри після риски означають межу міцності металу шва, яка одержується. Зварювання можна роботи при будь-якому положенні шва, але тільки на постійному
струмі при зворотній полярності. Ці електроди застосовують у заводських і монтажних умовах. Коефіцієнт наплавлення електрода УОНИ- 13/45 дорівнює 9,8 г/(А · г).
Електрод СМ-11 (тип Е42А) одержав велике поширення і будівництві і монтажі зварних конструкцій. Стержень виготовляють із зварювального дроту марки Зв-08А, Наплавлений метал має високі механічні властивості. Коефіцієнт наплавлення досягає 10 г/(А · г). важливою позитивною якістю електрода СМ-11 є стійкість зварювання в умовах монтажу, коли необхідно підтримувати сталість довжини зварювальної дуги. Такою ж якістю володіють електроди марки МР-3, які мають коефіцієнт наплавлення 9 г/А ·г. вони призначені для зварювання постійним і змінним струмом.
Покритті електроди класифікують: за призначеннями, за типом покриття, за механічними властивостями металу шва, за товщиною покриття, за допустимими просторовими положеннями зварювання, за родом струму й полярністю, а також за діаметром стрижня.
Вибір режиму і техніка ручного дугового зварювання
При виконанні зварного шва насамперед визначають режим зварювання, що забезпечує гарну якість зварного з’єднання, установлені розміри і форми при мінімальних витратах матеріалів, електроенергії і праці.
Режими зварювання – це сукупність різних факторів зварювального процесу, які забезпечують стійке горіння дуги і одержання швів заданих розмірів, форми та якості. До таких факторів відносяться: діаметр електрода, сила зварювального струму, тип і марка електрода, напруга на дузі, рід і полярність зварювального струму, швидкість зварювання, розташування шва у просторі, попередній підігрів і наступна термічна обробка.
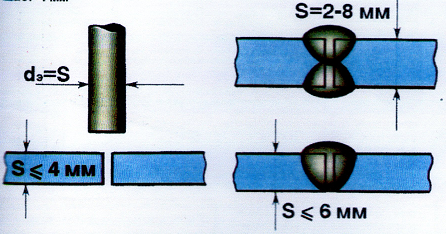
Діаметр електрода встановлюють у залежності від товщини кромок, що зварюються, виду зварного з’єднання і від розмірів шва.
| Товщина зварювального металу, мм | 1,5 | 2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16-20 |
| Діаметр електрода, мм | 1,6 | 2 | 3 | 3-4 | 4 | 4-5 | 6 | 6 і більше |
У таблиці наведені прийняті для стикових з’єднань практичні рекомендації з вибору діаметра електрода в залежності від товщини кромок, що зварюються.
При виконання кутових і таврових з’єднань беруть до уваги величину катета шва. При катеті шва 3-5мм зварювання роблять електродом діаметром 4-5мм.
При багатопрохідному зварюванні швів стикових з’єднань, як правило, перший прохід виконують електродом діаметром не більше 4мм. Це необхідно для гарного провару кореня шва в глибині оброблення.

При цьому площа попереднього перерізу першого шару (проходу) не повинна перевищувати 30-35мм2. Площу можна визначити за формулою:
F1= (6 ÷ 8) de
де F1 – площа поперечного перерізу першого шару (проходу), мм2; dе – діаметр електрода, мм.
Площа поперечного перерізу наступних шарів (проходів) може бути збільшена і визначається за формулою:
Fш= (8 ÷ 12) dе,
де Fш – площа поперечного перерізу наступних шарів, мм2.
Зварювальний струм установлюється залежно від вибраного діаметра електрода. Для зварювання в нижньому положенні шва його приблизно можна визначити за формулою:
Ізв = К de
Де Ізв – сила зварювального струму, А; К – коефіцієнт пропорційності, який залежить від типу електроду і його діаметра, А/мм
Значення коефіцієнта пропорційності залежно від діаметра електрода
| Діаметр електрода, (de), мм | 1-2 | 3-4 | 5-6 |
| Коефіцієнт пропорційності (к), А/мм | 25-30 | 30-45 | 45-60 |
По обраному діаметру електрода установлюють величину зварювального струму. Зазвичай, для кожної марки електродів величина струму зазначена в заводській етикетці, приклеєної до упакування пачки електродів.
Величину зварювального струму можна також установити за наступними формулами:
І = (40 ÷ 50) dе (1)
І = (20 + 6dе) dе (2)
де І – величина зварювального струму, А;
dе – діаметр електроду, мм.
Формулою (1) користуються при електродах діаметром 4-6мм. При електродах діаметром менш 4мм і більш 6мм рекомендується користуватися формулою. При цьому вносять поправки, які враховують товщину металу і положення шва, що зварюється.
При товщині кромок від 1,3dе до 1,6dе, розрахункову величину зварювального струму зменшують на 10 – 15%, а при товщині кромок більш 3dе – збільшують на 10 – 15%.
Зварювання вертикальних і стельових швів виконують зварювальним струмом, на 10-15% зменшеним проти розрахункового.
При виконанні зварювання якісними електродами силу струму необхідно встановлювати відповідно з даними, вказаними в паспортах або сертифікатах на ці електроди.
Встановлену силу зварювального струму перевіряють контрольним наплавленням пробних валиків, визначаючи при цьому глибину провару, ширину шва та стійкість горіння дуги. Глибина провару повинна становити 1-4мм, а ширина шва має бути в межах, яку визначають за формулою:
е = (1 ÷ 4) dе,
де е – ширина шва мм.
Горіння дуги повинне бути стійким при незначному розбризкуванні рідкого металу.
Відносно малий зварювальний струм призводить до нестійкого горіння дуги, непровару, низької продуктивності, а надмірно великий струм – до сильного нагрівання електрода, збільшення швидкості плавлення електрода і непровару, підвищеного розбризкування металу та погіршення формування шва.
Тип і марку електрода вибирають залежно від необхідної міцності шва, надання йому спеціальних властивостей, марки металу, товщині деталі, жорсткості виробу, температури навколишнього середовища, просторового розташування, умов експлуатації виробу. Електроди повинні забезпечувати однорідність хімічного складу наплавленого металу з основним.
Напруга на дузі прямо залежить від довжини дуги і становить 16 – 40 В. Зварювати слід коротшою дугою з напругою 16 – 20 В. Нормальною вважається дуга довжиною (0,5 ÷ 1,1)dе, залежно від типу і марки електрода і положення зварного шва у просторі.
Рід струму й полярність установлюють залежно від зварюваного металу і його товщини. При зварюванні звичайних вуглецевих сталей застосовують змінний струм, як дешевший порівняно з постійним. Застосовуючи постійний струм, установлюють пряму або зворотну полярність. На прямій полярності зварюють товсті метали, тому що на основному металі виділяється більше тепла.
Зворотну полярність використовують для зварювання тонких металів, щоб уникнути пропалів і при зварюванні високолегованих сталей для зменшення їх перегрівання.
Режими зварювання значно впливають на якість, розміри та форму шва. Зменшення діаметра електрода при постійному зварювальному струмі підвищує густину струму в електроді й глибину провару, що пояснюється збільшенням тиском дуги. При цьому також зменшується ширина шва за рахунок зменшення катодної та анодної плям. Ширина шва при зварюванні на прямій полярності менша ніж за зворотній, а значить менша порівняно із зварюванням на змінному стумі.
Глибина провару прямо залежить від сили струму. При її збільшенні глибина провару також збільшується і навпаки. На прямій полярності глибина провару більша, ніж при зворотній полярності. При зварюванні змінним струм провар на 15-20% менший, ніж при зварюванні постійним струмом.
Під впливом тиску дуги, який збільшується з ростом струму, розплавлений метал витискується з-під дуги, що призводить до наскрізного проплавлення. Напрям тиску дуги можна змінювати нахилом електроду до виробу. При зварюванні кутом уперед зменшується глибина провару і збільшується ширина шва, а при зварюванні кутом назад провар збільшується і зменшується ширина шва. Коли зварювання ведуть на підйом, то збільшується глибина провару й зменшується ширина шва, а при зварюванні на спуск – навпаки.
Напруга дуги мало впливає на глибину провару, зате має пряму залежність із шириною шва – при підвищенні напруги ширина шва збільшується. Підвищення напруги дуги за рахунок збільшення її довжини призводить до зниження зварювального струму, а відповідно, й до зменшення глибини провару.
Глибина провару також залежить від амплітуди коливання кінця електрода – чим більше амплітуда, тим менший провар. Підвищення швидкості зварювання призводить до зменшення глибини провару та ширини шва.
Для правильного ведення зварювальних робіт необхідно, щоб зварювальна дуга задовольняла такі вимоги:
- легко і швидко запалюватися;
- стійко горіти;
- чутливість дуги до зміни її довжини в заданих межах повинна бути мінімальною;
- забезпечувати необхідне проплавлення основного металу.
Запалювання зварювальної дуги проводиться короткочасним дотиком кінця електроду по виробу. Внаслідок протікання струму короткого замикання і наявності контактного опору торець електрода під впливом термо – і автоелектронної емісії проходить іонізація газового проміжку і виникає зварювальна дуга. Для цього зварнику необхідно відвести кінець електрода від основного металу на відстань 3-5мм.
Рух електрода в процесі зварювання
Запалювання дуги можна виконувати двома способами: впритул – короткочасним дотиком кінця електрода до поверхні виробу й прямим відривом електрода після короткого замикання, а також чирканням – рухом кінця електрода як сірником. Перший спосіб часто застосовують при зварюванні у вузьких і незручних місцях.
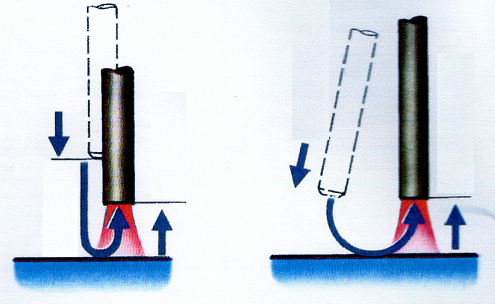
Способи запалювання зварювальної дуги
а – впритул; б – чирканням
Дугу переміщують таким чином, щоб забезпечувалося проплавлення зварюваних кромок та одержання необхідної якості наплавленого металу при нормальному формуванні шва. Для цього електродом виконують складні рухи у трьох напрямках.
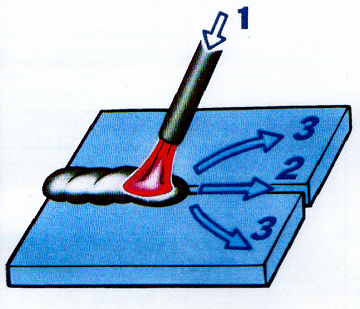
Переміщення електрода у трьох напрямках
Перший (1) поступальний рух електрода у напрямку його осі виконується зі швидкістю плавлення електрода та забезпечує підтримання стабільної довжини дуги. Нормальною вважається дуга довжиною (0,5-1,2)dе ( dе – діаметр стрижня електрода), залежно від типу і марки електрода та розташування шва у просторі. Збільшення довжини дуги знижує стійкість її горіння, глибину провару, підвищує розбризкування металу, посилює шкідливий вплив навколишнього середовища, а зменшення довжини дуги призводить до короткого замикання. Вміння підтримувати довжину дуги постійною характеризує кваліфікацією зварника.
Другий рух (2) електрода вздовж осі шва виконується зі швидкістю зварювання. В результаті першого і другого рухів утворюється вузький, шириною (0,8-1,5)dе, нитковий шов (валик), який застосовують при виконанні першого шару багато прохідного шва та при зварюванні тонких металів.
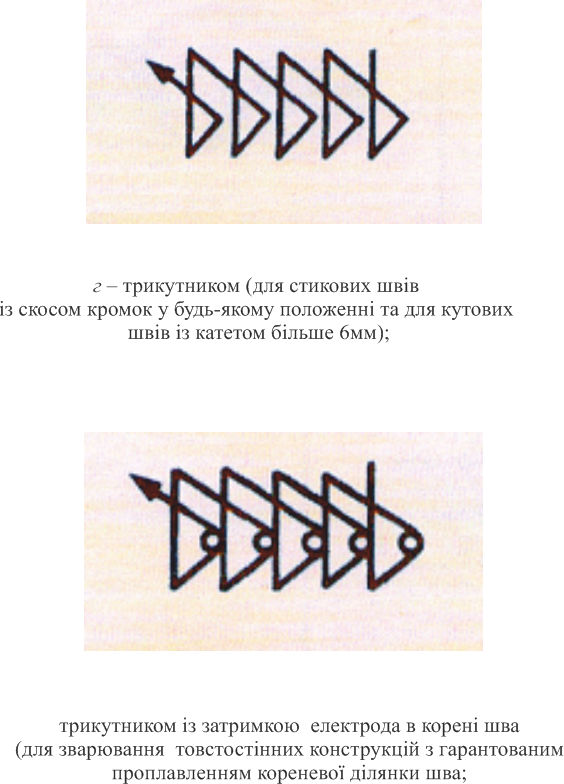
Третій рух (3) – це коливання кінця електрода впоперек шва для утворення валика певної ширини, нормального провару кореня та кромок і уповільнення охолодження зварної ванни. Ширина однопрохідного шва з коливальними рухами має становити (2-4) dе. Коливальні рухи електродом впоперек шва визначаються розмірами, формою та розташуванням шва у просторі й поділяються на три групи:
- для рівномірного прогрівання зварної ванни;
- для підсиленого прогрівання кореня шва;
- для підсиленого прогрівання кромок.
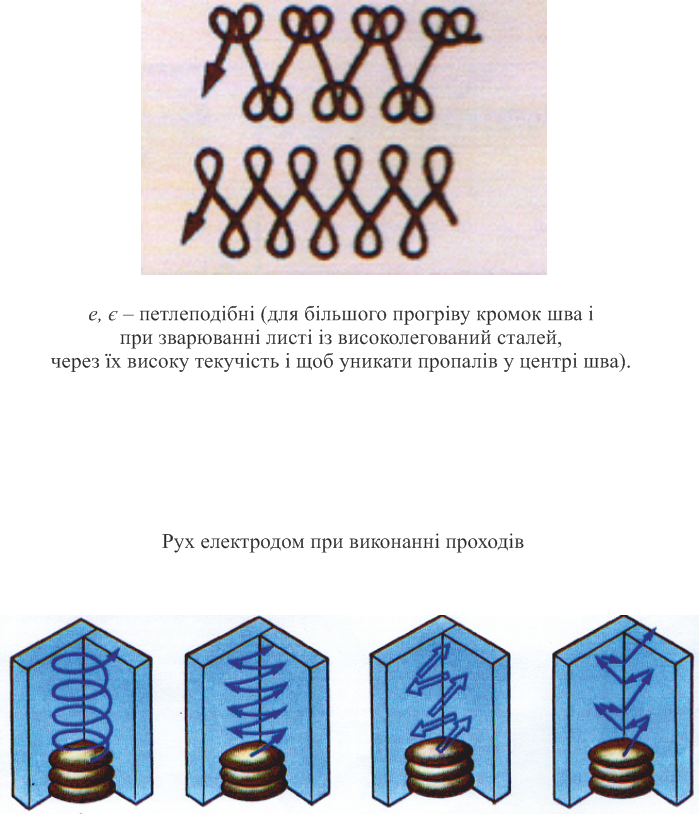
Найпоширенішими поперечними коливальними рухами є такі:
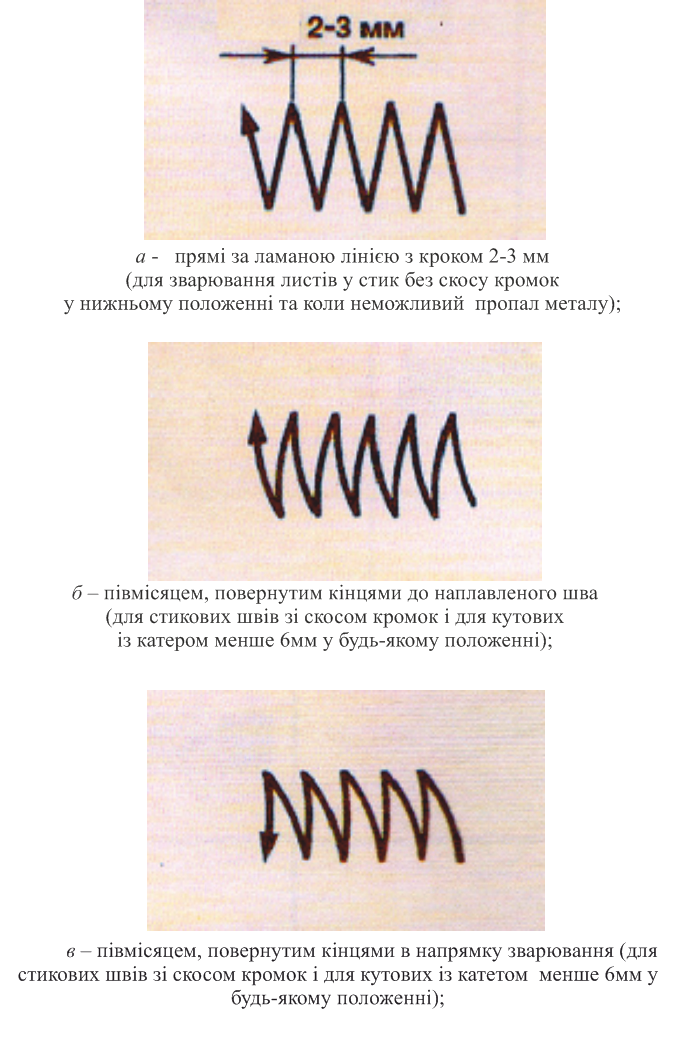
Нижні шви найбільш зручні для виконання, тому що розплавлений метал електрода під дією сили ваги стікає в кратер і не випливає зі зварювальної ванни, а гази і шлак виходять на поверхню металу. Тому по можливості варто вести зварювання в нижньому положенні.
Зварювання стикових з’єднань
Стикові шви без скосу кромок виконують наплавленням уздовж шва валика з невеликим розширенням. Необхідно гарне проплавлення кромок, що зварюються. Шов роблять з підсиленням (випуклість шва до 2мм). Після проварювання шва з однієї сторони виріб перевертають і, ретельно зачистивши, заварюють шов з іншої сторони. Зварювання стикових швів з V-образним обробленням при товщині кромок 8мм роблять в один шар, а при більшій товщині – у два шари і більше. Перший шар наплавляють висотою 3-5мм електродом діаметром 3-4мм. Наступні шари виконують електродом діаметром 4-5мм. Перед наплавленням чергового шару необхідно ретельно зачистити металевою щіткою оброблення шва від шлаку і бризок металу. Після заповнення всього оброблення шва виріб перевертають і вирубують невелику канавку в корені шва, яку потім заварюють. При неможливості підварити шов зі зворотної сторони необхідно особливо уважно проварювати перший шов. Стикові шви з Х – подібним розчищанням кромок виконують аналогічно, багатошаровим швом по обидва боки оброблення.
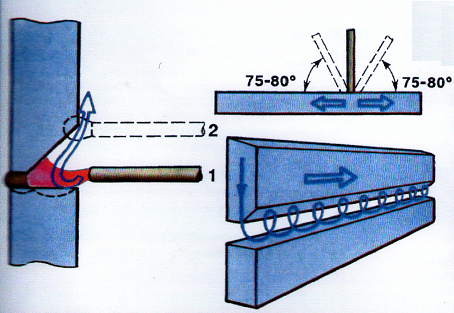
Вертикальні шви зварюються знизу вверх і зверху вниз. При цьому основний і електродний метали скапують униз. Тому при вертикальному зварюванні зварювальний струм зменшують на 10-15% порівняно із зварюванням у нижньому положенні, а діаметр електрода не повинен перевищувати 4-5мм. Щоб метал не витікав з ванни, слід підтримувати дуже коротку дугу, при якій відстань між краплями електродного і основного металу настільки мала, що між ними виникає взаємне протягування.
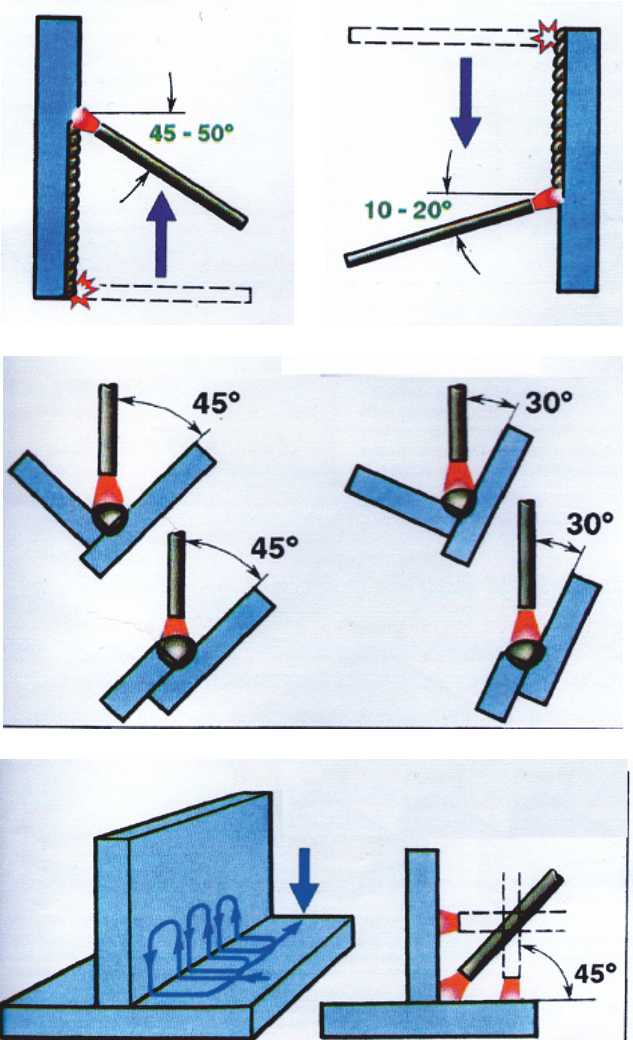
При зварюванні знизу вверх дуга збуджується в найнижчій точці шва і після утворення зварної ванни електрод, спочатку встановлений горизонтально, відводиться догори на кут 45-50º. При цьому нижня частина зварної ванни починає кристалізуватися і утворюється поличка, на якій утримуються краплі металу. Щоб запобігти втіканню металу з ванни необхідно здійснювати поперечні коливальні рухи електродом із відводом його вверх і почергового і різні сторони. Це забезпечує швидку кристалізацію рідкого металу.
При зварюванні зверху вниз у початковий момент електрод розташовується перпендикулярно до основного металу і дуга збуджується у верхній точці шва. Після утворення зварної ванни електрод нахиляють на 15-20º так, щоб дуга направлялась на основний і наплавлений метал. У цьому випадку рідкий метал частково підтікає під дугу і товщина металу штучно збільшується, що дає можливість уникати пропалів. Тому зварювання зверху вниз використовують для зварювання тонких металів. Для зменшення скапування металу застосовують електроди з целюлозним або пластмасовим покриттям органічного виду (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 та ін.). продуктивність зварювання зверху вниз вища порівняно із зварюванням знизу вверх. Вертикальні шви зручно зварювати електродами з впиранням покриття на зварювані кромки.
Горизонтальні шви (на вертикальній площині) зварювати складніше вертикальних. На верхньому листі можливі підрізи. Тому зварювання ведуть короткою дугою і електродами діаметром до 4-5мм. Силу зварювального струму зменшують на 10-15% порівняно з нижнім положенням. Щоб запобігти скапуванню рідкого металу скіс кромок виконують похилий скіс (положення 2), піднімаючи до гори краплю металу. Електродом виконують спіральні коливальні рухи. Горизонтальні шви внапуск зварювати легше стикових тому, що кромка нижнього листа сприяє утриманню розплавленого металу від скапування вниз. Коли зварюють горизонтальні шви з двома скосами кромок, установлюють такий порядок накладання швів, при якому в процесі проварювання верхньої кромки вдається уникнути стельового положення кратера з розплавленим металом. При зварюванні горизонтальних швів високу якість забезпечують електроди з целюлозним покриттям (виконують упиранням покриття в кромки металу).
Стельові шви зварювати найскладніше. Їх виконують зварники найвищої кваліфікації. Складність зварювання полягає в тому, що краплі металу намагаються скапувати вниз та утруднюється перенесення крапель із електродного металу у звану ванну. Складностей можна уникнути, зменшуючи силу зварювального струму на 15-20% порівняно з нижнім положенням, використовуючи електродні матеріали до 4мм. При цьому зменшується об’єм зварної ванни. Основною умовою одержання якісного шва є підтримання дуже короткої дуги шляхом періодичних замикань електрода з металом ванни. Кут нахилу електрода до основного металу становить 70-80°. У момент короткого замикання крапля металу під впливом сили поверхневого натягу втягується у зварну ванну, а коли електрод віддаляється, дуга гасне і метал шва кристалізується. Одночасно виконують поперечні коливальні рухи. Метал шва товщиною понад 8мм зварюють багато прохідними швами. При цьому перший валик виконують електродом діаметром 3мм, а наступні – діаметром не більше 4мм. Для зварювання стельових швів використовують електроди з впиранням у покриття. Техніка виконання швів:
Техніка виконання швів:
Способи зварювання швів різної довжини
Залежно від довжини зварні шви умовно поділяються на три види: короткі – до 250мм, середні – від 250 до 1000мм і довгі – понад 1000мм.
Короткі шви зварюють «на прохід» – від початку шва до його кінця.
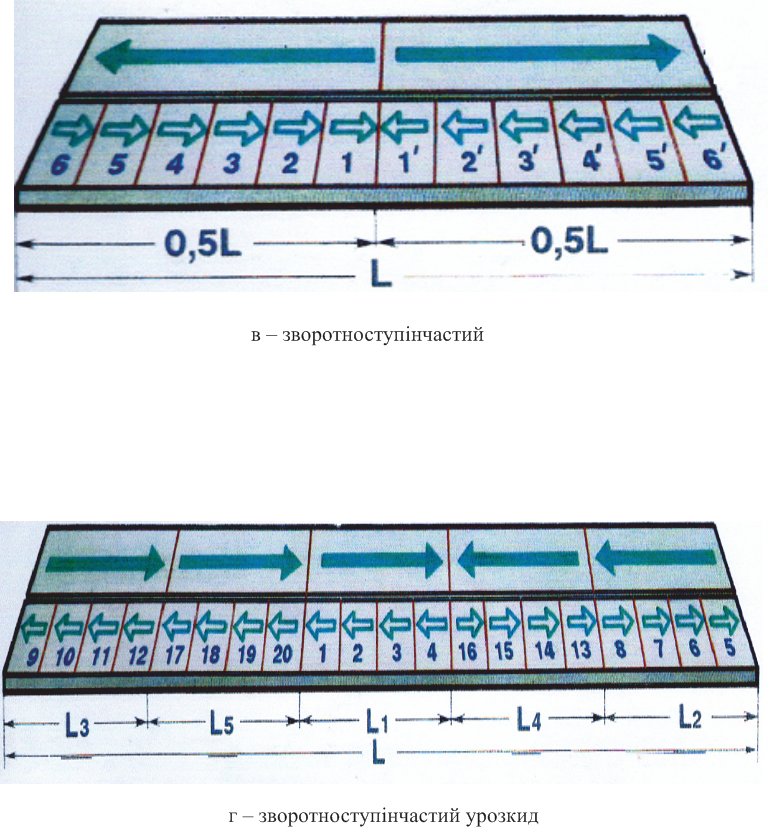
Щоб уникнути жолоблення деталей, при зварюванні швів середньої довжини застосовують такі способи: від середини до країв і зворотноступінчастий. При зворотноступінчастому способі зварювання шов розбивають на ділянки довжиною від 100 до 350мм, щоб кожна ділянка зварювалась однаковою кількістю електродів (двома, трьома і т.д.). Перехід з однієї ділянки на іншу поєднують із зміною електрода.
Кожна ділянка зварюється в напрямку, протилежному загальному напрямку зварювання. Остання ділянка завжди зварюється «на вихід» (у протилежний бік). Зворотно ступінчасте зварювання є ефективним методом зменшення внутрішніх напруг і деформацій при зварюванні.
Довгі шви зварюють від середини до країв зворотно ступінчастим способом. Для зварювання довгих швів доцільно організовувати роботу одночасно двох зварників.
Способи виконання швів за перерізом
За способом заповнення швів за перерізом розрізняють одношарові, багатошарові та багато прохідні багатошарові шви. Багатошаровим називають шов, якщо число шарів рівне числу проходів. Багато прохідними називають шов, якщо деякі шари виконуються за декілька проходів. У стикових з’єднаннях частіше використовують багатошарові шви, а в кутових з’єднаннях – багатопрохідні.

Виконання шва в залежності від його довжини
У залежності від розмірів перетину шви виконують однопрохідними або одношаровими і багато- прохідними чи «пошаровими».
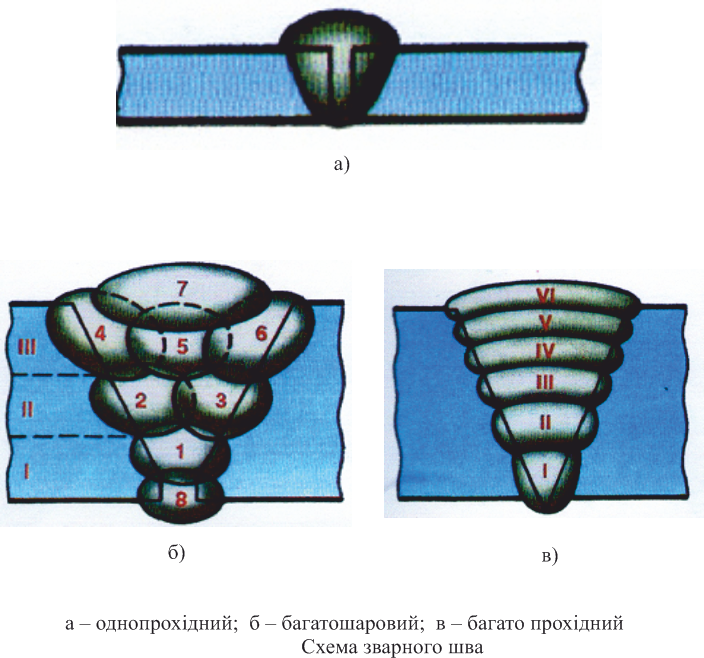
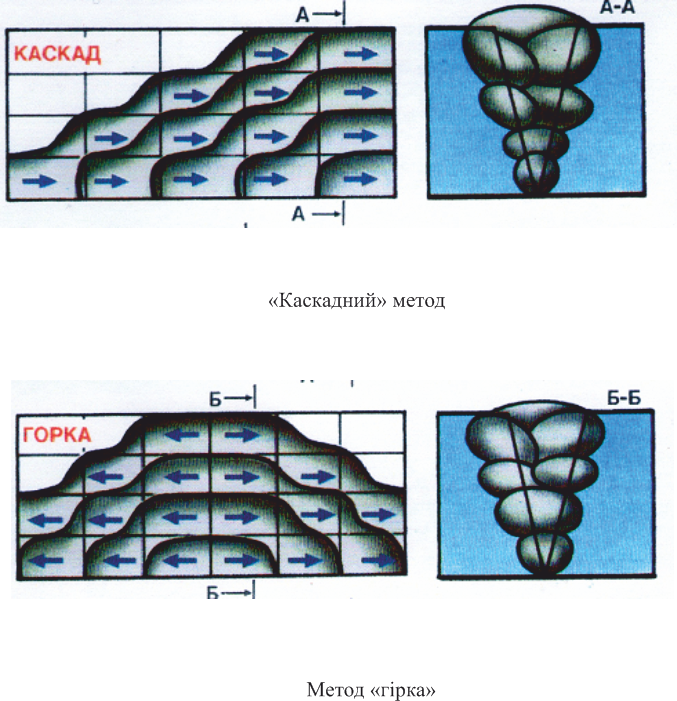
Однопрохідне зварювання продуктивне й економічне, але метал шва недостатньо пластичний унаслідок грубої стовпчастої структури і збільшеної зони прогріву. У випадку багатошарового зварювання кожен валик, що лежить нижче, проходить термообробку при накладені наступного валика, що дозволяє одержати здрібнену структуру метала шва. Розташування шарів при багатошаровому зварюванні буває трьох видів.
Послідовне накладання кожного шару по всій довжині шва, накладання «каскадним» способом і накладанням способом «гірка». Обоє останніх способів застосовують при зварюванні металу товщиною не більше 20мм. При виконанні багатошарових швів особливу увагу необхідно приділяти якісному виконанню першого шару в корені шва. Провар кореня шва визначає міцність усього багатошарового шва.
Охорона праці зварників
- Існуюче законодавство з питань охорони праці зварників, як і інших робітників, передбачає комплекс правових, технічних і санітарно-гігієнічних заходів, направлених на забезпечення здорових і безпечних умов праці.
Відповідальність за організацію та стан охорони праці й техніки безпеки покладено на адміністративно-технічний персонал виробничих підрозділів підприємств, які проводять зварювальні роботи. За охорону праці відповідають начальники виробництва, майстри, фахівці з охорони праці.
- Державний контроль за виконанням норм і правил з охорони праці здійснює інспекція Держтехнаглядохорони праці, інспектори.
За дотриманням санітарних умов праці слідкує Державна санітарна інспекція; за нормами пожежної охорони – Державна інспекція пожежної охорони.
- Згідно з діючими положеннями, до зварювальних робіт усіх видів допускаються особи віком 18 років і старші.
Зварювання можуть виконувати робітники, які пройшли спеціальне навчання. додатково перевіряють знання правил охорони праці; результати перевірки записують в журналі встановленої форми.
Повторний інструктаж проводить адміністрація щоквартально і перед кожною новою роботою.
- Для робітників, зайнятих зварюванням, законодавством передбачено додаткові відпуски різних термінів залежно від конкретно виконаної роботи.
- Зварникам, згідно із законодавством, безкоштовно видаються спецодяг, спецвзуття та запобіжні пристрої.
- До зварювання на висоті допускаються робітники, які пройшли додатковий медогляд і мають посвідчення про вивчення спеціальних методів верхолазних робіт.
- Жінки до проведення зварювальних робіт на висоті і в замкнутих просторах не допускаються.
- Зварники, які працюють у замкнутих просторах або зайняті зварюванням кольорових металів, повинні кожного року проходити медичний огляд з обов’язковою рентгенографією грудної клітки і відповідними лабораторними дослідженнями.
- Кожний зварник повинен володіти спеціальними знаннями та неухильно виконувати існуючи вимоги щодо безпечного виконання робіт, а також дотримування норм і умов пожежної безпеки
Основні види і причини травматизму при зварюванні
Вид травматизму і характер шкідливого впливу |
Основні причини |
Наслідки |
Вид зварювання |
Ураження електричним струмом |
Протікання через організм людини електричного струму силою 0,002-0,05 А може призвести до смерті |
Електричні удари і травми |
Зварювання всіх видів з використанням електроенергії |
Дія променевої енергії дуги |
Виділення електричною дугою потужних потоків видимих світлових і невидимих (ультрафіолетових та інфрачервоних)променів і їх дія на захищені органи зору і шкіри |
Електроофтальмія, катарак-ти, опіки шкіри |
Дугове зварювання в захисних газах і відкритою дугою |
Дія токсичних речовин |
Утворення токсичних газів, парів і аерозолю, які складаються із оксидів металів та їх домішок, а також продуктів згоряння і випаровування захисних покрить основного металу (цинку, свинцю та ін.), компонентів покрить електродів, флюсів і паст |
Уражен -ня органів, травлен -ня, пневмоконіоз |
Дугове зварювання покритими електродами і під флюсом, зварювання і різання плакованих і кольорових металів |
Вибухонебезпечність при роботах із застосуванням кисню, з ємностями під тиском, при ремонті посудин із-під горючого |
Ударна дія, неправильне транспортування або експлуатація перегрів газових балонівУтворення сумішей із повітрям, парів горючих рідин (у замкнутому просторі) вибухонебезпечних при дії високих температур |
Наслідки вибухівНаслідки вибухів |
Зварювання дугове і в захисних газах, термічне різанняДугове зварювання, термічне різання |
Теплові опіки |
Дія на незахищену шкіру високої температури дуги, іскор, нагрітого металу, флюсу і т.д. |
Опіки різного ступеня |
Зварювання всх видів з нагрівом, термічне різання |
Метеорологічні умови |
Низькаі висока температура повітря, сильні повітряні потоки, опади |
Перео-Холод-ження, перегрів, простудні явища |
Зварювання на будівельних площадках |
Пожежна небезпека |
Дія на вогненебезпечні матеріали відкритої дуги, жарин, розплавленого металу, флюсу тощо |
Наслідки пожежі |
Зварювання всіх видів з нагрівом |
Використана література
- О.Г. Александров, І.І. Заруба, І.В. Піньковський «Будова та експлуатація устаткування для зварювання плавленням» Київ – 1998
- І.В. Гуменюк, О.В. Гуменюк, О.Ф. Іваськів «Технологія електродугового зварювання» Київ 2006р.
- І.Є. Сілаєва, В.І. Лісовицький «Професійно – теоретична підготовка електрозварників за модульною технологією навчання методичні рекомендації» Донецьк : ДІПО ІПП – 2006р.
- С.С. Шевчук «Урок виробничого навчання у ПТНЗ: методичні рекомендації» Донецьк – 2004р.
- Хренов К.К. Сварка, резка и пайка металлов – М.: Машиностроение, 1973.-408 с.
- Рыбаков В.М. Сварка и резка металлов-М.: Высш. школа, 1979.-214 с., ил.
Published: Nov 20, 2020
Latest Revision: Nov 20, 2020
Ourboox Unique Identifier: OB-939623
Copyright © 2020
![]()
 Skip to content
Skip to content