





 by Larisa Shevchenko - Ourboox.com")
НАПІВАВТОМАТИЧНЕ ЗВАРЮВАННЯ В СЕРЕДОВИЩІ ВУГЛЕКИСЛОГО ГАЗУ (методичні рекомендації з теми)

Copyright © 2020
НАВЧАЛЬНО-МЕТОДИЧНИЙ ЦЕНТР ПРОФЕСІЙНО-ТЕХНІЧНОЇ ОСВІТИ У ДОНЕЦЬКІЙ ОБЛАСТІ
Л.П. Шевченко
НАПІВАВТОМАТИЧНЕ ЗВАРЮВАННЯ В СЕРЕДОВИЩІ ВУГЛЕКИСЛОГО ГАЗУ
(методичні рекомендації з теми)
Л.П. Шевченко
м. Краматорськ- 2018
Шевченко Лариса Павлівна – викладач спеціальних та загальнотехнічних дисциплін (Торецький професійний ліцей). Напівавтоматичне зварювання в середовищі вуглекислого газу. Методичні рекомендації з теми. – Краматорськ: 2018 рік, -61 стор.
Рецензент: Пітеляєва Л.Г. – викладач спеціальних дисциплін зварювального напрямку Краматорського вищого професійного училища, кваліфікаційна категорія «спеціаліст вищої категорії».
Даний збірник містить матеріал з теми «Напівавтоматичне зварювання в середовищі вуглекислого газу».
Матеріал подано в логічній послідовності, він супроводжується схемами, таблицями та малюнками, його можна використовувати як додаткову літературу під час виконання письмових завдань з контролю знань учнів на різних етапах освітнього процесу за професією «Електрогазозварник».
Наданий матеріал рекомендовано для використання педагогічними працівниками для проведення уроків професійно – теоретичної та професійно – практичної підготовки в закладах професійної освіти.
Відповідальний за випуск: Ревякіна С.М.- методист Навчально-методичного центру професійно-технічної освіти у Донецькій області
Розглянуто та схвалено навчально – методичною радою
Навчально-методичного центру професійно-технічної освіти у Донецькій області
(протокол №__3___від «_29__»____10______2018 року
ЗМІСТ
| Вступ | 5 | ||
| Розділ | 1. | Характеристика газів для зварювання | 6 |
| Розділ | 2. | Галузі застосування та суть зварювання в СО2 | 8 |
| Розділ | 3. | Газова апаратура й прилади | 13 |
| 3.1 | Підігрівач | 13 | |
| 3.2 | Осушувач | 14 | |
| 3.3 | Редуктор | 15 | |
| 3.4 | Газоелектричний клапан | 18 | |
| Розділ | 4. | Режим зварювання неплавким електродом у СО2 | 20 |
| Розділ | 5. | Обладнання для зварювання | 26 |
| 5.1 | Напівавтомат | 26 | |
| 5.2 | Пальник | 31 | |
| Розділ | 6. | Техніка зварювання у вуглекислому газі | 33 |
| Розділ | 7. | Охорона праці | 36 |
| 7.1 | Нормативна база | 36 | |
| 7.2 | Вимоги безпеки до процесів зварювання під час роботи | 38 | |
| 7.3 | Охорона праці | 40 | |
| Список використаних джерел | 44 | ||
| Додатки | 45 |
ВСТУП
НАПІВАВТОМАТИЧНЕ ЗВАРЮВАННЯ В СЕРЕДОВИЩІ ВУГЛЕКИСЛОГО ГАЗУ
Вуглекислий газ С02 був випробуваний в США ще в 20-х роках для дугового зварювання електродом, що плавиться, та сталевим електродом і був забракований як абсолютно непридатний захисний газ. При методах і режимах зварювання того часу (ручне зварювання на малій щільності струму), зварювання у вуглекислому газі давало пористість наплавленого металу. Потім з’явився досвід зварювання в інертних газах. І тільки в кінці 40-вих років отримало місце промислове застосування зварювання в захисному газі. Колективами Центрального науково-дослідного інституту технологій машинобудування та Інституту електрозварювання імені Є.О. Патона розроблене і в 1952 році впроваджене зварювання в захисному середовищі вуглекислого газу радянськими дослідниками К.В. Любавським і Н.М.Новожиловим. На сьогодні зварювання в СО2 отримало широке застосування на виробництві як у нас в країні, так і за кордоном. За обсягом використання зварювання в захисному газі СО2 становить близько 90 %, на зварювання в аргоні припадає 9 %, решта – на зварювання в сумішах газів. Спосіб зварювання в захисному газі СО2 посідає друге місце після ручного дугового зварювання і є серйозним його конкурентом. Ручне переміщення пальника дозволяє зварювати шви будь-якої конфігурації і довжини в різних положеннях, а механізована подача дроту в зону зварювання забезпечує стабільність дуги, яка мало залежить від кваліфікації і навичок зварника. При цьому продуктивність механізованого дугового зварювання в СО2 в декілька разів перевищує продуктивність ручного дугового зварювання
- ХАРАКТЕРИСТИКА ГАЗІВ ДЛЯ ЗВАРЮВАННЯ
Дугове зварювання в захисних газах – це зварювання, при якому дуга й розплавлений метал знаходяться в захисному газі, який подається в зону зварювання за допомогою спеціальних пристроїв.
Цей вид зварювання широко застосовують при виготовленні машинобудівельних і будівельних конструкцій.
До будівельних металоконструкцій належать зварні конструкції, порядок розрахунку, проектування, виготовлення і монтаж яких регламентується відповідними розділами БНПа та іншими нормативними документами (огородження, сходи, балки, колони, ферми).
До машинобудівних зварних конструкцій належать конструкції, розрахунок і конструювання яких проводяться на машинобудівних заводах, а виготовлення і монтаж здійснюється відповідними організаціями (котли, посудини та апаратура, бункери, рами під обладнання).
Основні переваги зварювання в захисних газах:
- висока продуктивність (у 2,5 рази вища порівняно з ручним дуговим зварюванням покритими електродами), низька вартість при використані активних захисних газів;
- простота механізації та автоматизації;
- можливість зварювання в різних просторових положеннях;
- мала зона термічного впливу й відносно невеликі деформації виробу внаслідок високого ступеню концентрації дуги;
- висока якість захисту, немає потреби захищати шов при багатошаровому зварюванні;
- доступність процесу зварювання металу різної товщини (від десятих часток міліметра до десятків міліметрів), можливість спостереження за утворенням шва;
- висока якість зварних металів та їх сплавів різної товщини;
- відсутність операцій з засипання й прибирання флюсу та видалення шлаку.
Недоліки зварювання в захисних газах:
- відкрита дуга, що підвищує небезпеку ураження зору світловим випромінюванням;
- потреба захисту зони зварювання від протягу (при струминному захисті), що утруднює зварювання в монтажних умовах на відкритому повітрі;
- втрата металу на розбризкування, наявність газової апаратури, в деяких випадках необхідність водяного охолодження пальників.
Захисні гази призначені для захисту зварювальної дуги і ванни від шкідливого впливу навколишнього середовища.
В якості захисних газів використовують інертні (аргон, гелій) та активні (вуглекислий газ, азот, водень та інші), а також їх суміші.
Активні гази хімічно взаємодіють із зварювальним металом та розчиняються в ньому. Вибір захисного газу визначається хімічним складом зварного металу, вимогами до властивостей зварного з’єднання, економічністю процесу та іншими факторами. З активних газів, які застосовують для зварювання, найбільше поширення одержав вуглекислий газ CO2.
Вуглекислий газ (CO2) – газ без кольору з незначним запахом, у 1,5 рази важчий за повітря, що забезпечує надійний захист зварної ванни при незначних витратах. Його одержують із вапняків, коксу, антрациту методом випалювання в спеціальних печах із природного й котельних газів та іншими способами. Густина рідкої вуглекислоти сильно змінюється при змінах температури і тому вуглекислота постачається за масою, а не за об’ємом. Випускається двоокис вуглецю газоподібний і рідкий (ГОСТ 8050-85) таких серій:
- зварювальний (не менше 99,5% CO2);
- зварювальний, підвищеної якості (99,8% CO2);
технічний (98,5% CO2).
Зварювальний (просушений) вуглекислий газ відрізняється від технічного меншим вмістом вологи.
Для зварювання застосовують вуглекислоту за ГОСТ8050-85, що постачається у балонах у рідкому стані. При випаровуванні 1 кг рідкої вуглекислоти при 0 °С і 760 мм рт. ст. утворюється 506,8 л газу. У стандартний балон місткістю 40 л заливають 25 кг рідкої вуглекислоти, що становить 12,67 м3 газу. Шкідливими домішками у вуглекислому газі є азот і волога. Волога видаляється з газу осушувачем, який заповнюється силікагелем, алюмогелем або мідним купоросом, які перед заправленням в осушувач необхідно прожарити при температурі 250–300 °С протягом 2–2,5 год. Колір балона для вуглекислого газу чорний, а напис – жовтою емаллю.

- ГАЛУЗІ ЗАСТОСУВАННЯ ТА СУТЬ ЗВАРЮВАННЯ В СЕРЕДОВИЩІ ВУГЛЕКИСЛОГО ГАЗУ
Суть дугового зварювання в середовищі вуглекислого газу полягає в тому, що електрична дуга горить в середовищі активного газу, який володіє окислювальними властивостями. Вуглекислий газ витісняє з зони дуги повітря, хоча сам здійснює на метал окислювальний вплив за рахунок утворення атомарного кисню. Метал шва надійно захищається від азоту і кисню повітря, але атомарний кисень, що виділяється при розпаді вуглекислого газу, окислює метал.
Основною особливістю зварювання в СО2 є необхідність застосування електродних дротів з підвищеним вмістом елементів – розкислювачів кремнію і марганцю, компенсуючих їх вигоряння в зоні зварювання, що запобігають додатковому окисленню металу при зварюванні і утворенню пор. Тому для нейтралізації окислювальної дії вуглекислого газу при зварюванні вуглецевих і низьколегованих сталей використовують зварювальний дріт з підвищеним вмістом марганцю і кремнію (Св-08ГСА, Св-08Г2СА). При використанні цих зварювальних дротів у зварювальній ванні протікають реакції розкислення:
2FeO + Si = 2Fe + SiO2
FeO + MN = Fe + MnO
Оксиди марганцю (MnO) і кремнію (SiO2), які утворюються при цьому, спливають на поверхню зварювальної ванни у вигляді шлакових включень. Вуглекислий газ при наявності сертифікату заводу-виробника піддають контролю тільки в тому випадку, коли в зварних швах, виконаних з його використанням, виявляються недопустимі дефекти.
При даному способі зварювання захисний газ 1 подається в зону дуги 5 через сопло 2 (рис.2.1). Струмінь захисного газу, обтікаючи електричну дугу і зварювальну ванну, охороняє розплавлений метал від впливу атмосферного повітря.
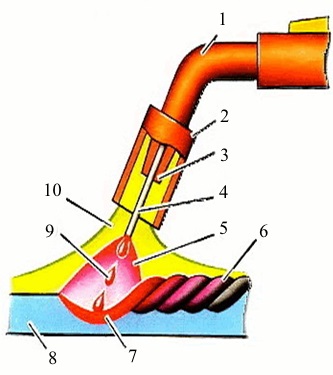
Рис.2.1. Схема процесу зварювання
1-пальник, 2-сопло, 3-струмопідвідний наконечник, 4-електродний дріт, 5-зварювальна дуга, 6-зварний шов, 7-зварювальна ванна, 8-основний метал, 9-краплі електродного металу, 10-газовий захист
Залежно від ступеню механізації окремих операцій, дугове зварювання може бути автоматичним і механізованим.
Автоматичне зварювання передбачає механізацію процесів збудження та підтримки стійкого горіння дуги, припинення зварювання, заварювання кратера в кінці шва, подачі електрода в зону плавлення, а також переміщення дуги у заданому напрямку вздовж зварюваних кромок із певною швидкістю.
При напівавтоматичному зварюванні механізованою є лише операція подачі електродного дроту. Переміщення дуги вздовж лінії зварного з’єднання здійснюється зварником вручну. Найбільш стабільно процес зварювання протікає на постійному струмі зворотної полярності. Характер переносу електродного металу визначається матеріалом електроду, складом захисного газу, щільністю зварювального струму й інших факторів.
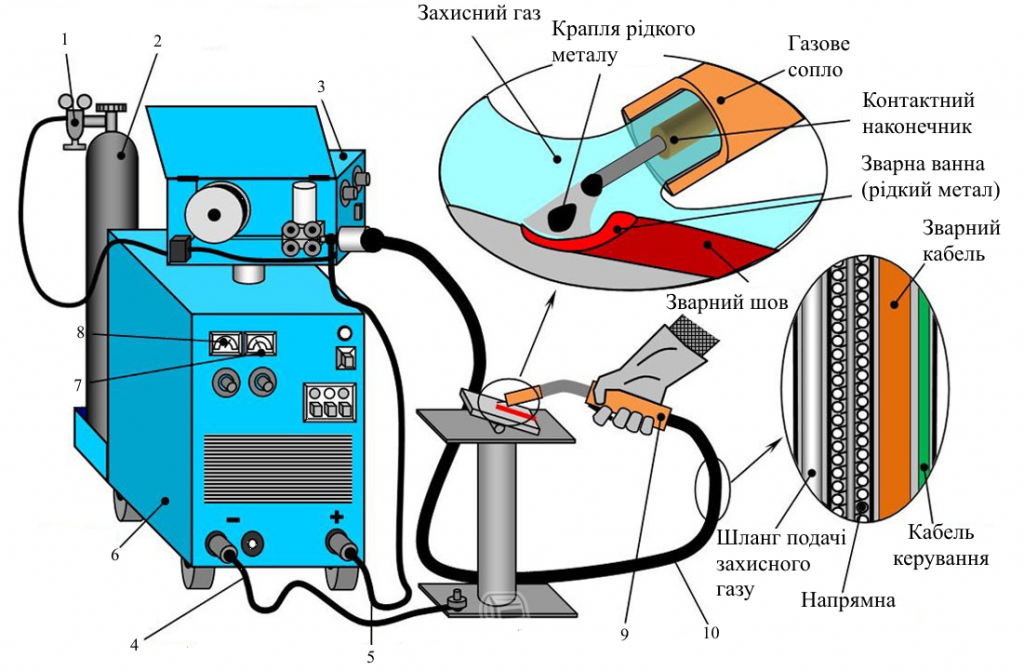
Рис. 2.2. Пост для зварювання в захисних газах
1-газовий редуктор, 2-балон з захисним газом, 3-подавальний механізм (з бухтою для дроту та роликовий пристрій для подачі дроту), зварні кабелі: 4-електродний кабель, 5-зворотний кабель, 6-джерело живлення, 7-вольтметр, 8-амперметр, 9-зварювальний пальник, 10-шланг.
Зварювальним постом називається робоче місце зварника, обладнане всім необхідним для ведення зварювальних робіт, з додержанням безпечних правил ведення роботи. Зварювальний пост укомплектовують джерелом живлення (трансформатор, випрямляч), зварювальними кабелями, електродотримачем або пальником, пристосуваннями, інструментами, засобами захисту. Зварювальні пости можуть бути стаціонарні й пересувні.
Пости механізованого зварювання комплектуються напівавтоматами, пальниками та джерелами живлення зварювальної дуги. Крім того вони можуть обладнуватися робочими столами, пристроями для повороту виробів, кондукторами та маніпуляційними колонами. Якщо напівавтомат з пальником установлено на спеціальному штативі, то зварювання можна виконувати в автоматичному режимі.
Пост для зварювання в захисних газах(рис.2.3) складається із балона з газом (CO2), підігрівача та осушувача, що застосовується тільки при використанні вуглекислого газу, а також редуктора, витратоміра, газоелектричного клапана і шланга, який з’єднує ці елементи із зварювальним пальником.
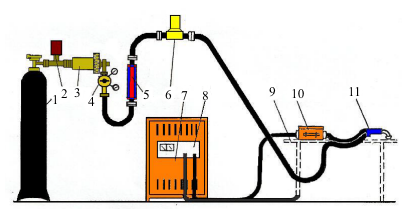
Рис. 2.3. Схема поста для зварювання у вуглекислому газі
1-балон з вуглекислим газом, 2-підігрівник, 3-осушувач;
4- редуктор, 5- витратомір (ротаметр), 6- газоелектричний клапан;
7- джерело живлення, 8- блок керування, 9- стіл зварника, 10- механізм подачі зварювального дроту, 11- зварювальний пальник
Питання для самоконтролю
- Які переваги має зварювання в захисних газах?
- Які гази використовують для захисту дуги?
- Які недоліки має зварювання в захисних газах?
- Що називається зварювальним постом?
- Чим відрізняється стаціонарний і пересувний зварювальні пости?
- Як обладнується зварювальний пост?
- Описати устаткування поста для зварювання в СО2?
- Коротко пояснити сутність процесу зварювання в СО2.
- ГАЗОВА АПАРАТУРА Й ПРИЛАДИ
3.1 Підігрівач
Підігрівач (рис.3.1) служить для підігріву СО2, який надходить з балона, тому що при випуску вуглекислоти з балона унаслідок випару рідини температура газу значно зменшується. При великій витраті газу можливе замерзання редуктора. Для попередження замерзання вологи в каналах редуктора і заповнення їх льодом, між вентилем балона і редуктором установлюють електричний підігрівач.
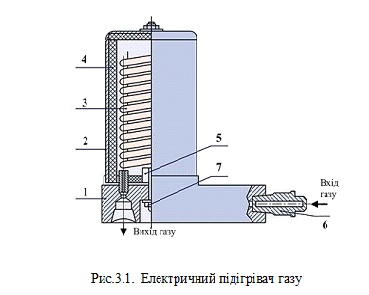
1-корпус, 2-кожух, 3-трубчатий змійовик, 4-теплоізоляція, 5-нагрівальний елемент, 6- накидна гайка, 7- затискач.
Електричний підігрівач складається з корпуса 1, кожуха 2, трубчастого змійовика 3, теплоізоляції 4 і нагрівального елементу 5. На клеми 6 подають постійну (20В) або змінну (36В) напругу. Газ, проходячи по трубчастому змійовику 3, нагрівається до температури 10-15°С. Останнім часом підігрівники включаються паралельно з газоелектричним клапаном.
Наявність навіть невеликої кількості вологи в балоні призводить до різкого збільшення вологості вуглекислого газу при зниженні його тиску. При цьому в металі шва утворюються пори і зменшується пластичність зварного з’єднання. Тому рекомендують перед використанням новий балон встановити вентилем вниз на 8 годин, а потім відкрити його в такому положенні й випускати воду до появи «сухого льоду».
Для зниження вологості вуглекислого газу балон після промивання необхідно просушити (продуваючи гарячим повітрям). Для зменшення потрапляння вологи в зону зварювання, вуглекислий газ пропускають через осушувач.
3.2 Осушувач
Осушувачі (рис.3.2) призначенні для поглинання вологи, яка міститься у вуглекислому газі. У залежності від тиску застосовуються два види осушувачів: високого тиску (рис.3.2-а) і низького тиску (рис.3.2-б). Вони складаються з корпуса 1, кришки 5, решіток 2, фільтрів 3 і вологопоглинача 4. Крім того, осушувач високого тиску постачається пружиною 6, призначеною для ущільнення вологопоглинача. Фільтри 3 служать для відокремлення від газу твердих частинок.
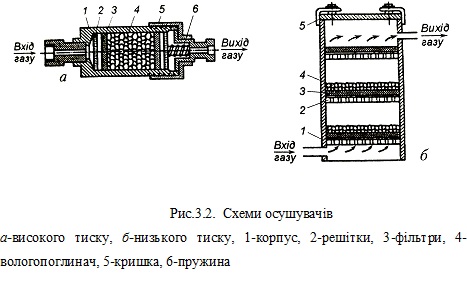
У якості вологопоглинача використовується силікагель, мідний купорос чи хлористий кальцій. Вологопоглиначі перед заправленням в осушувачі прожарюють при температурі 250-300°С протягом 1-2 годин.
Осушувач розрахований на осушування 30-35 м3 вуглекислого газу при одній зарядці. Порошок після використання замінюють або прожарюють один раз у 10-15 днів залежно від інтенсивності завантаження зварювального апарата чи напівавтомата.
3.3 Редуктор
Редуктори служать для зниження високого тиску газу, який виходить з балона, до робочого тиску газу й автоматичної підтримки заданого тиску. При газоелектричному зварюванні застосовують в основному кисневі редуктори типу РК зворотної дії, а також спеціальний дюзовий редуктор типу ДЗР-1-59. Витрати захисного газу фіксуються показами манометра.
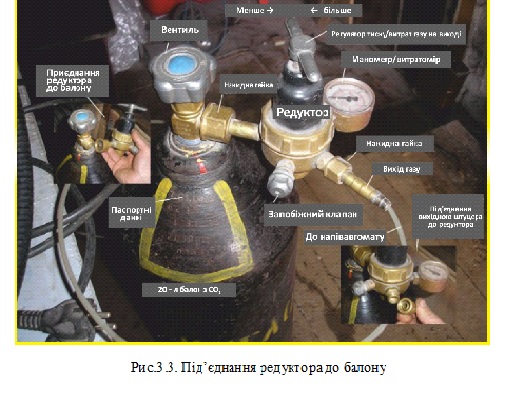

Редуктори-витратоміри використовують для фіксації тиску в балоні, тиску після першого ступеня та робочого тиску (за манометром-витратоміром, який виміряє витрати газу у літрах за хвилину). Витратоміри, або ротаметри призначені для вимірювання й точного контролю витрат газу.
При зварюванні в захисних газах застосовуються витратоміри поплавцевого типу (РС-3, РС-5), витратоміри дросельного, калібрового і редукторного типу без блокування і з блокуванням зварювального струму по воді і газу (рис.3.5).
Витратомір поплавцевого типу (ротаметр) складається зі скляної конусної трубки 1 із шкалою, куди поміщений поплавець 2. На кожух надягають шланги. Газ, який підводиться знизу, піднімає поплавець убік більшого діаметра трубки, збільшуючи кільцевий зазор між поплавцем 2 і трубкою 1. У визначеному місці поплавець зупиниться – це означає, що вага поплавця урівноважена напором прохожого газу. Шкала витратоміра РС-3 відградуйована на витрату повітря. Для кожного захисного газу уводиться відповідальний поправочний коефіцієнт.
Витратомір дросельного типу працює за принципом виміру перепаду тиску до і після дросельної діафрагми 1, яка поділяє циліндричну камеру навпіл. Тиск у кожній половині камери контролюється манометрами Р1 і Р2, манометр Р2 відградуйований на витрату газу.
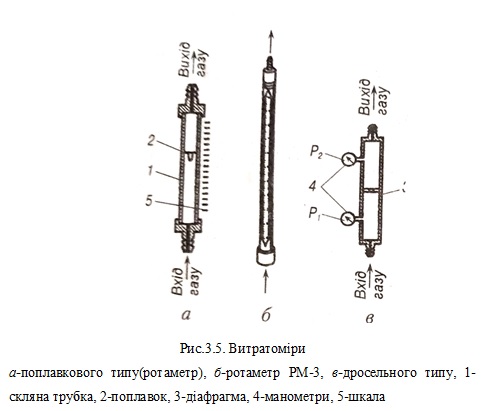
Витратоміри каліброваного типу установлюється при роботі на постійній витраті газу. Витратоміри такого типу заміняють будь-які типи витратомірів. Діаметр отвору діафрагми вибирається дослідним шляхом. Якщо необхідно в процесі роботи змінити витрата газу, це досягається в деяких межах на рахунок збільшення робочого тиску на редукторі, а у великих межах – набором каліброваних шайб (діафрагм).
Широке застосування знаходять витратоміри-регулятори (рис.3.6).
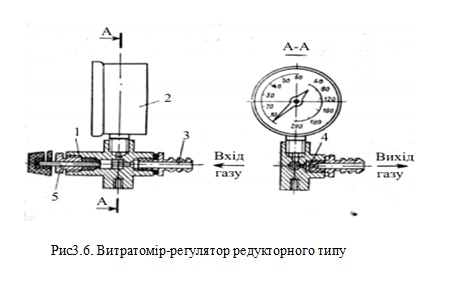
Витратомір-регулятор дозволяє вимірювати і регулювати витрати газу. Він складається з корпуса 1, манометра 2, у корпусі закріплені два штуцери для входу і виходу газу 3. Перед штуцером для виходу газу розміщена діафрагма 4 з отвором, діаметр якого вибирається в залежності від роду застосованого газу і меж регулювання, що здійснюється голчастим вентилем 5.
3.4 Газоелектричний клапан
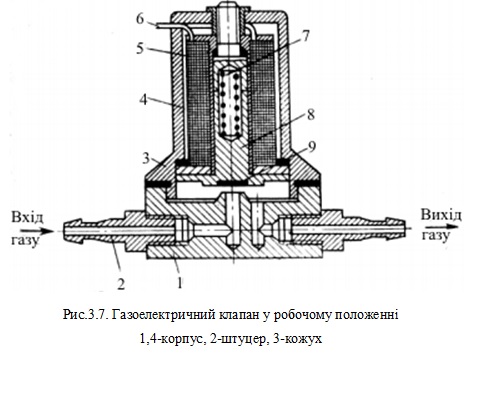
Газоелектричні клапани служать для ввімкнення та вимкнення подачі захисного газу в зону зварювання. Клапани відкриваються та закриваються вимикачем пальника дистанційно. Вимикач спрацьовує за 2—3с до ввімкнення зварювального струму, газ надходить у сопло пальника, а після закінчення зварювання та вимкнення струму газ продовжує надходити на шов, що охолоджується ще 6-10с, що забезпечує більш якісний захист зварного з’єднання. Із ввімкненням струму керування електромагнітні сили, що виникають у котушці, втягують осердя і газ надходить до пальника. Із вимкненням струму осердя під дією пружини опускається та перекриває надходження газу до камери й пальника (рис.3.7).
Газоелектричний клапан складається з корпуса 1, штуцера 2, кожуха 3, який служить для кріплення котушки 4 за допомогою гвинта і рухомого сердечника 7 з робочою пружиною 6, гумова прокладка 9 служить для герметизації клапана. Живлення підводиться по проводах 5. Корпус клапана 1 і корпус котушки 4 виконуються з немагнітного матеріалу, гвинт і рухомий сердечник – із сталі марки 10 або 15, а кожух – з низьковуглецевої сталі.
Питання для самоконтролю
- Які функції підігрівача та осушувача газу?
- Поясніть дію ротаметра-витратоміра поплавцевого типу.
- Яке призначення та будова газоелектричного клапана?
- Призначення редуктора.
- Для чого призначені манометри?
- До чого призводить наявність навіть невеликої кількості вологи в балоні ?
- Що використовується в якості вологопоглинача?
- РЕЖИМ ЗВАРЮВАННЯ НЕПЛАВКИМ ЕЛЕКТРОДОМ У ВУГЛЕКИСЛОМУ ГАЗІ
Режими зварювання – це сукупність різних факторів зварювального процесу, які забезпечують стійке горіння дуги і одержання швів заданих розмірів, форми та якості.
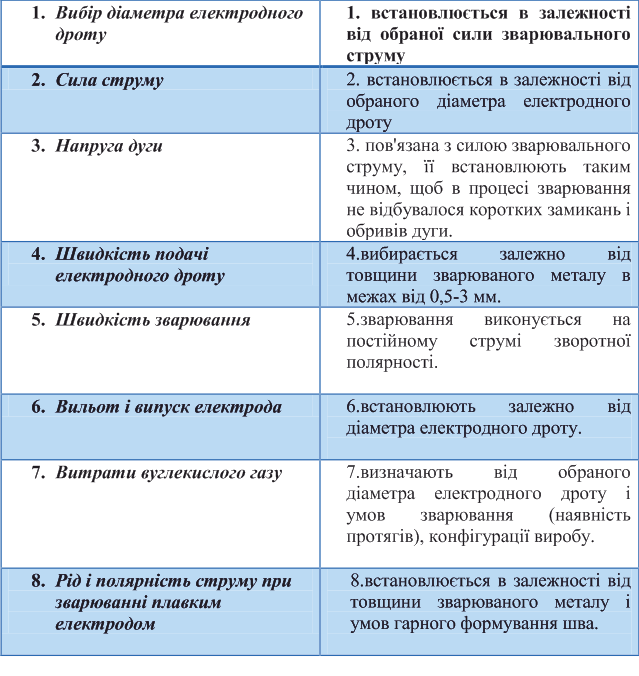
До основаних параметрів режиму автоматичного і напівавтоматичного зварювання у вуглекислому газі належать: діаметр електродного дроту, сила зварювального струму, напруга дуги, швидкість подачі електродного дроту, швидкість зварювання, виліт електрода, витрати вуглекислого газу, нахил електрода вздовж осі шва, рід струму і полярність.
Діаметр електродного дроту. При зменшенні діаметру електродного дроту при інших рівних умовах підвищується стійкість горіння дуги, збільшується глибина провару, зменшується розбризкування рідкого металу, збільшується коефіцієнт наплавки, що призводить до підвищення продуктивності зварювання. Діаметр електродного дроту вибирають залежно від товщини металу в межах від 0,5 до 3мм.
Для зварювання тонколистового металу використовують дріт діаметром 0,5-1,2мм. Метал завтовшки 4-12мм зварюють за два проходи з обох боків без розчищення, завтовшки 15-20мм – за два, три проходи з кутом розчищення 60º і притупленням 2-4мм. При товщині 20-30мм застосовують двобічне розчищення кромок з кутом 60º і притупленням 2-4мм. Метал більшої товщини зварюють при вузькому щілинному розчищанні кромок за декілька проходів.
Сила зварювального струму. При збільшенні сили зварювального струму, збільшується глибина провару, що призводить до збільшення частки основного металу в шві. Ширина шва спочатку збільшується, а потім зменшується. Силу зварювального струму встановлюють залежно від вибраного діаметра електрода.
Рід полярності струму. Зварювання плавким електродом виконують на зворотній полярності. При прямій полярності швидкість розплавлення в 1,4-1,6 рази вища, ніж при зворотній, проте дуга горить менш стабільно з інтенсивним розбризкуванням. Крім того, одержують неякісний, незадовільно сформований шов.
Швидкість подачі електродного дроту. Швидкість подачі дроту залежать від сили зварювального струму. Її встановлюють з таким розрахунком, щоб при зварюванні не виникало коротке замикання та обрив дуги, а процес плавлення електрода протікав стабільно.
Швидкість зварювання. Із збільшенням швидкості зварювання зменшуються всі геометричні розміри шва. Її встановлюють залежно від товщини металу та умов нормального формування шва. При зварюванні металу великої товщини розробку кромок краще заповнювати вужчими валиками на великій швидкості. При дуже великій швидкості зварювання кінець електрода може вийти із зони захисту і окислитися на повітрі. Мала швидкість зварювання спричиняє збільшення зварної ванни і підвищує можливість утворення пор у металі.
Швидкість зварювання становить 15-80м/год. При автоматичному зварюванні якість з’єднання можна одержати при товщині металу понад 0,5мм; при механізованому – понад 1мм. В основному зварюють метал товщиною понад 3мм.
Виліт електрода. Із збільшенням вильоту електрода погіршується стійкість горіння дуги і формування шва, а також збільшується розбризкування рідкого металу. При зварюванні з дуже малим вильотом погіршується спостереження за процесом зварювання і часто підгоряють газове сопло й струмопідвідний контактний наконечник. Крім вильоту електрода необхідно витримувати визначну віддаль від сопла пальника до поверхні металу, оскільки із збільшенням цієї віддалі погіршується газовий захист зони зварювання і можливе попадання кисню та азоту повітря в розплавлений метал, що призводить до появи газових пор.
Величину вильоту електрода, а також віддаль від сопла пальника до поверхні металу встановлюють залежно від вибраного діаметра електродного дроту.
Таблиця 4.1
Граничні значення вильоту електрода, віддалі від сопла
пальника до поверхні металу і витрат газу залежно від діаметра електродного дроту
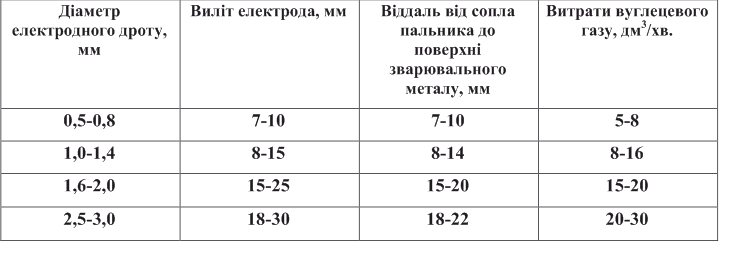
Витрати вуглекислого газу визначають залежно від вибраного діаметру електродного дроту. На витрати газу впливає також швидкість зварювання, конфігурація виробу й наявність руху повітря, тобто протягів у цеху, вітру тощо. У таких випадках для покращення газового захисту необхідно збільшувати витрати вуглекислого газу, зменшувати швидкість зварювання, наближати сопло до поверхні металу або використовувати захисні щити. Але збільшені витрати вуглекислого газу можуть призвести до значного вигоряння кремнію та марганцю.
Нахил електрода вздовж шва впливає на глибину провару та якість шва. При зварюванні кутом уперед майже неможливо спостерігати за формуванням шва, але краще видно зварні кромки і легше направляти електрод точно в зазор між ними. Ширина шва при цьому зростає, глибина провару зменшується. Зварювання кутом уперед рекомендується застосовувати при невеликих товщинах металу, коли існує небезпека наскрізних проварів. При зварюванні кутом назад покращується видимість зони зварювання, підвищується глибина провару і наплавлений метал є більш щільним.
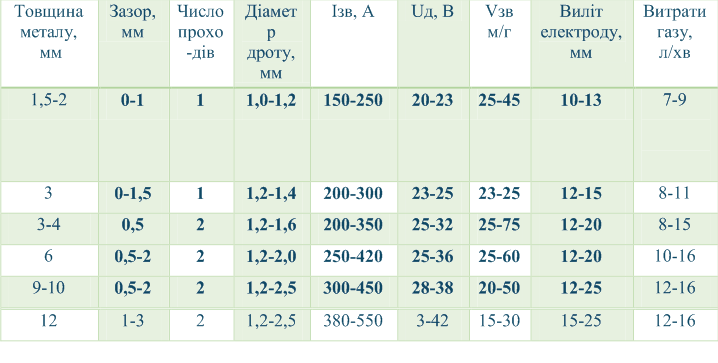
У додатковій літературі орієнтовані режими приводяться у вигляді таблиці, в яку включено лише основні параметри режиму. У таблицях 4.2- 4. 4 рекомендуються режими для зварювання вуглецевих і низьколегованих сталей у вуглекислому газі постійним струмом зворотної полярності для дроту типу Св – 08 Г2С.
Таблиця 4.2
Орієнтовані режими напівавтоматичного зварювання сталевих листів у стик без розробки кромок у вуглекислому газі

Таблиця 4. 3
Режими зварювання стикових з’єднань низьковуглецевих сталей у нижньому положенні
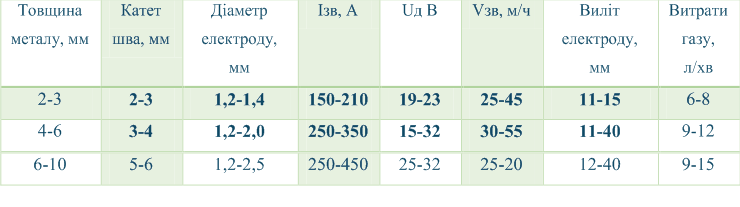
Таблиця 4. 4
Режими зварювання у вуглекислому газі таврових з’єднань без розробки кромок
У практиці застосовують зварювання на підвищених (форсованих) режимах: збільшених силі струму, напрузі дуги та швидкості зварювання, що дозволяє збільшити продуктивність на 25-75%. У масовому виробництві (наприклад, при виробництві шківів коліс автомобілів) застосовують швидкісне автоматичне зварювання у вуглекислому газі дротом діаметром 3-5мм. В обмеженому обсязі використовують зварювання у вуглекислому газі неплавким вугільним електродом бортових з’єднань із низьковуглецевих сталей завтовшки 0,3-2мм (наприклад, каністр, корпусів конденсаторів тощо). Зварювання виконують без присадки постійним струмом. Спосіб продуктивний, проте міцність з’єднання становить 50-70% міцності основного металу. Характерний режим зварювання металу товщиною 2мм – це струм 120-130А, швидкість зварювання 50-55 м/час, довжина дуги 2-3мм, виліт електрода 40-45мм, діаметр електрода 6мм.
У довідковій літературі орієнтовані режими приводять у вигляді таблиць, в які включаються лише основні параметри режиму. До основних параметрів режиму зварювання в захисних газах належать:
- Вибір діаметра електродного дроту вибирається залежно від товщини зварюваного металу в межах від 0,5-3 мм.
- Сила струму встановлюється в залежності від обраного діаметра електродного дроту.
- Напруга дуги встановлюється в залежності від обраної сили зварювального струму.
- Швидкість подачі електродного дроту пов’язана з силою зварювального струму, її встановлюють таким чином, щоб в процесі зварювання не відбувалося коротких замикань і обривів дуги.
- Швидкість зварювання встановлюється в залежності від товщини зварюваного металу і умов гарного формування шва.
- Виліт і випуск електрода встановлюють залежно від діаметра електродного дроту.
- Витрати вуглекислого газу визначають від обраного діаметра електродного дроту і умов зварювання (наявність протягів), конфігурації виробу.
- Рід і полярність струму – зварювання виконується на постійному струмі зворотної полярності.
Питання для самоконтролю
- Що називають режимом зварювання?
- Які основні показники належать до параметрів режиму напівавтоматичного зварювання в (CO2 )?
- Як вибирають діаметр зварювального дроту?
- Як впливає діаметр дроту на зварний шов?
- Як впливає на зварний шов сила, рід і полярність струму?
- При якій швидкості зварювання у шві можуть виникнути пори?
- Як встановлюють швидкість зварювання?
- Чи впливає на глибину провару і якість зварного шва кут нахилу електроду?
- В залежності від чого встановлюють величину вильоту електрода і віддаль від сопла пальника до поверхні металу?
- Поясніть поняття «форсований» режим зварювання?
- ОБЛАДНАННЯ ДЛЯ ЗВАРЮВАННЯ
5.1 Напівавтомат
Механізоване зварювання виконується зварювальними напівавтоматами, які забезпечують автоматичну подачу електродного дроту та інших матеріалів у зону зварювання. При цьому переміщення дуги вздовж зварювального виробу здійснюється зварником вручну. Зварювальні напівавтомати відрізняються високою продуктивністю в порівнянні з ручним дуговим зварюванням, покритими електродами. Створення зварних конструкцій з високими технічними і економічними показниками безпосередньо пов’язане з правильно вибраним способом зварювання.
- Основними критеріями при виборі зварювального напівавтомата є: простота в обслуговуванні зварювального напівавтомата;
- тривалий режим навантаження; мобільність;
- можливість швидкої і зручної заміни зварювального дроту і пальника (це забезпечується конструкцією механізму, що подає зварювальний дріт);
- швидка настройка;
- здатність зварювального напівавтомата працювати в самих різних умовах.
Зварювальні напівавтомати являють собою пристрій для електродугового зварювання, в якому зварювальний дріт подається автоматично за допомогою подаючого механізму, а процес формування зварювального шва проводиться зварювальником-оператором вручну.
Напівавтомати для зварювання в СО2 використовуються в цехових умовах для зварювання з’єднань, які мають шви малої довжини або складної конфігурації у різних просторових положеннях. При використанні напівавтоматів, замість ручного зварювання штучними електродами, продуктивність підвищується в 1,5-3 рази. Діапазон малих струмів складає до 50А, що дозволяє зварювати метал товщиною від 0,5мм. Напівавтомати, що працюють як у безупинному, так і в точковому режимах, використовуються для зварювання електрозаклепками. Промисловістю серійно випускаються напівавтомати, розраховані на номінальний зварювальний струм 300, 500 і 600 А. До цієї серії належать напівавтомати ПДГ-305, ПДГ-502, і ПДГ-516.
Основні характеристики вузлів
Таблиця 5

У напівавтоматах використовують зварювальний дріт невеликого діаметра. Зварювання ведеться при великій щільності струму, що забезпечує легкість саморегулювання зварювальної дуги і відповідно вимагає постійної швидкості подачі. Саморегулювання дуги забезпечує високу якість зварних швів.
Основу механізму подачі становлять привід і система подаючих роликів. За принципом дії подавальний механізм поділяється на три типи: проштовхувальний, протягувальний і комбінований ( проштовхувально-протягувальний).
У першому випадку ролики проштовхують зварювальний електрод у зону дуги, розташовуючись на значній віддалі від струмовідводу.
У другому випадку ролики тягнуть електрод і знаходяться в безпосередній близькості до струмовідводу, а для деяких моделей напівавтоматів доцільно використовувати комбінацію двох варіантів. При цьому деяка кількість роликів розташована біля бухти з дротом і проштовхує дріт, а інші ролики знаходяться в районі струмовідводу і тягнуть дріт. У зону зварювання електрод подається через мундштук.
Зварювання у вуглекислому газі супроводжується короткими замиканнями. Утворювані при зварюванні бризки розплавленого металу можуть прилипати до сопла й мундштука пальника, що часто призводить до короткого замикання зварювального кола.
Для попередження таких коротких замикань використовують керамічні сопла з ізолюючими прокладками, металокерамічні або водоохолоджувані металеві.
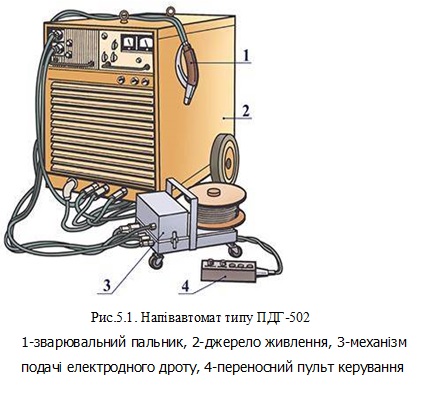
Напівавтомат (рис.5.1) складається із зварювального пальника 1, механізму подачі електродного дроту 3, переносного пульта керування 4, джерела живлення з убудованим блоком керування напівавтомата 2, газового редуктора з витратоміром і підігрівником газу, з’єднувальних шлангів і проводів.
У напівавтоматі автоматизований процес подачі електродного дроту і захисного газу в зону зварювання.
Електродний дріт за допомогою електрорухомого привода механізму подачі надходять з касети по гнучкому направляючому каналу в зону зварювання. Одночасно по шлангу газострумопідвода в зону зварювання підводяться з балона (або цехової магістралі) газ для захисту металу шва і зварювальний струм від джерела живлення дуги. Переміщення зварювального пальника виконується вручну.
Будова напівавтомата забезпечує:
- включення напівавтомата на зварювання вимикачем, розташованим на пальнику;
- плавне регулювання швидкості подачі за допомогою потенціометра, розташованого на пульті керування, а також стабілізацію установленої швидкості подачі електродного дроту;
- керування установочними переміщеннями електродного дроту вниз і угору відповідно тумблером, розташованим на пульті керування;
- перевірку подачі захисного газу тумблером, розташованим на пульті керування.
Керування напівавтоматом здійснюється з виносного пульта.
Порядок роботи напівавтомата.
При натисканні вимикача на пальнику відбувається включення газового клапана, через 1 включається джерело живлення і привод подачі електродного дроту. При замиканні електрода на вибір запалюється дуга – відбувається зварювання. Напівавтомати комплектуються зварювальними пальниками типу ПДГ-305 (ГДПГ-301-8); ПДГ – 502 (ГЛПГ-501-4); ПДГ-516 (ГДПГ-502).
5.2 Пальник
Зварювальні пальники призначені для підводу до місця зварювання електродної проволоки, струму та захисного газу. Зварювальний пальник – змінний інструмент, конфігурація та розміри якого повинні відповідати типорозміру зварюваного виробу. При зварюванні у СО2 на струмах до 500 А зазвичай використовують пальники без охолодження і лише при зварюванні на великих струмах – пальники з водяним охолодженням. Водяне охолодження пальників на струмах 400-500А, особливо для напівавтоматичного зварювання, підвищує ресурс сопла та струмопроводу і зменшує їх забризкування.
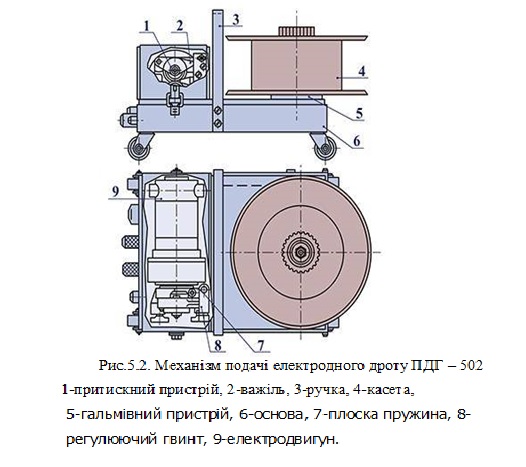
Пальник типу ГПДГ-501-4 (рис.5.2) з направляючим клапаном, що має прохідний діаметр 1,4; 1,6 і 2,0 мм струмом до 500 А.Пальники ГДПГ-301-8 конструктивно виконані подібно пальнику ГДПГ-501-4, але не мають водяного охолодження. Напівавтомати
комплектуються джерелами живлення типу ВДГ і ВДУ.
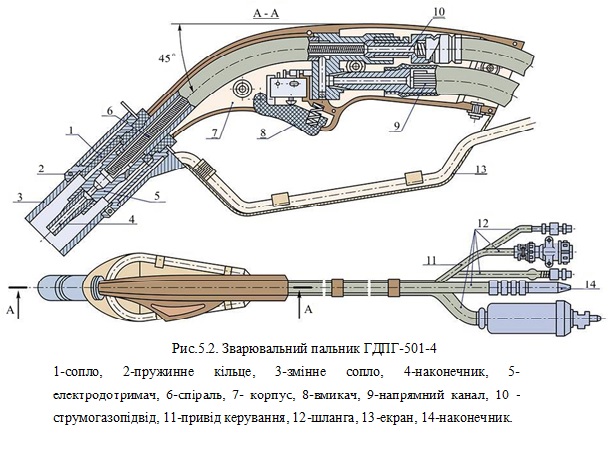
Зварювальний струм, захисний газ і охолоджуюча вода в сучасних напівавтоматах підводяться до пальників автономними шлангами; зварювальний дріт подається шлангом довжиною 3,5-4 метра.
Питання для самоконтролю
- Дайте визначення поняттю механізоване зварювання.
- Назвіть і охарактеризуйте обладнання для зварювання в CO2 .
- Назвіть складові частини зварювального напівавтомата.
- Основні характеристики вузлів напівавтомата.
- Принцип роботи напівавтомата.
- Назвіть основні типи шлангових напівавтоматів.
- Що забезпечує саморегулювання зварювальної дуги?
- Дріт якого діаметру використовують у напівавтоматах.
- ТЕХНІКА ЗВАРЮВАННЯ У СЕРЕДОВИЩІ ВУГЛЕКИСЛОГО ГАЗУ
Зварювання в захисних газах можна виконувати неплавким вольфрамовим або плавким електродом. У першому випадку зварний шов одержують за рахунок розплавлення кромок виробу, а плавкий електрод у процесі зварювання розплавляється і формує шов.
Перед початком зварювання необхідно відрегулювати витрати газу і виждати 20-30 с до повного видалення повітря із шлангів. Недотримання цих правил може призвести до появи пор на початку шва. Запалювання дуги при зварюванні в середовищі СО2 на струмах понад 200А не викликає труднощів. Перед запалюванням дуги необхідно стежити, щоб виліт електрода з мундштука не перевищував 40-45мм. Запалювання дуги при великому вильоту електрода може призвести до поганого формування початку шва і появі в ньому пор. Зварювання в середовищі СО2 необхідно виконувати при можливо більш короткій дузі. При зварюванні на струмах 200-250А довжина дуги повинна знаходитися в межах 1,5-4,0мм. Збільшення довжини дуги збільшує розбризкування металу і чад легуючих елементів. Для захисту органів дихання треба виконувати зварювання з застосуванням захисних масок і респіраторів, а також застосовувати місцеву й загальнообмінну вентиляцію
Зварювання в нижньому положенні виконується з нахилом пальника вперед або назад під кутом 5-15°. Переважніше вести зварювання кутом назад, бо при цьому забезпечується більш надійний захист розплавленого металу і кращий вид шва.
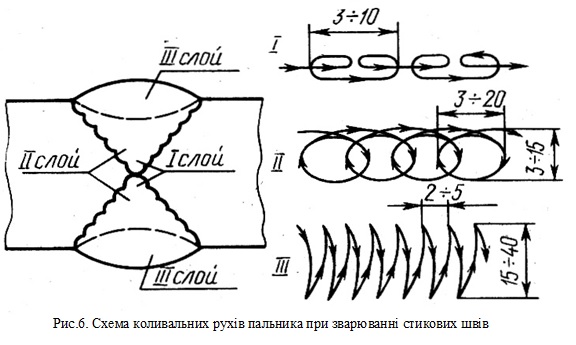
При зварюванні стикових швів на металі великої товщини застосовуються ті ж самі прийоми зварювання, що і при ручному дуговому зварюванні товстопокритими електродами: зворотно-поступове уздовж вісі шва (без поперечних коливань) при зварюванні одношарових швів, а також при зварюванні багатошарових швів (рис.6.); по витягнутій спіралі при зварюванні середніх шарів багатошарових швів; змійкою при зварюванні верхніх шарів багатошарових швів (багатошаровим називають шов, якщо число шарів рівне числу проходів). При ширині оброблення більше 14-16мм наступні шари рекомендується виконувати в два проходи (прохід-це одноразове переміщення в одному напрямку джерела нагріву).
Зварюванні кутових швів виконується при петлеподібному переміщенні пальника. Режим зварювання вибирається в залежності від типу зварного з’єднання, товщини металу, який зварюється, і просторового положення шва. При цьому можуть бути використані літературні рекомендації з наступним корегуванням або підібрані дослідним шляхом з урахуванням зварюваності сталі. Прийнята величина зварювального струму встановлюється за допомогою зміни швидкості подачі електродного дроту, необхідна напруга установлюється відповідним регулятором на джерелі живлення. Швидкість зварювання вибирається виходячи з умов одержання заданого катета або площі поперечного перетину наплавленого металу за один прохід. Витрата захисного газу встановлюється за ротаметром або витратоміром в залежності від швидкості зварювання і вильоту електрода. Виліт електроду встановлюється в межах (10-12) dе.
У момент закінчення процесу зварювання перестають пересувати дугу, виключають подачу дроту й зварювальний струм затримують на 1-2сек. мундштук над кратером, щоб захистити метал зварної ванни від окиснення,
а потім відводять тримач від місця зварювання. Закінчувати процес зварювання розтягуванням дуги не рекомендується. Перед закінченням процесу зварювання рекомендується заповнити кратер шва металом. Заповнення (зварювання) кратера металом особливо необхідне при зварюванні дротом діаметром понад 1,2мм, оскільки в незаповненому кратері в даному випадку після твердіння металу утворюються надриви (гарячі тріщини). Більшість з них можна ліквідувати проплавленням при виконанні наступного шару шва, причому в кратері наступних шарів тріщини не утворюються. Тріщини глибиною понад 3мм при накладанні наступного шару часто не вдається ліквідувати, і вони залишаються в шві у вигляді поодиноких надривів. Експериментально встановлено, що тріщини не утворюються в кратері, якщо в момент обриву дуги зменшити до мінімуму зварювальний струм і швидкість подачі електродного дроту. При цьому кратер повністю заварюється. Кращі результати одержують, якщо перед обривом дуги зварювальний струм і швидкість подачі електродного дроту зменшують поступово.
В Інституті електрогазозварювання ім. Є.О. Патона розроблено напівавтомат для зварювання металу у вуглекислому газі, який забезпечує зварювання кратера в кінці шва, що ліквідує утворення в ньому тріщині. Наприкінці зварювання напівавтомат спеціальною кнопкою переключається на зварювання кратера. При використанні звичайних напівавтоматів закінчувати процес зварювання необхідно на вивідній планці (особливо при зварюванні відповідальних виробів).
Питання для самоконтролю
- Що необхідно зробити перед початком зварювання?
- Що роблять у момент закінчення процесу зварювання?
- Які дефекти зварного шва виникають при недотриманні вимог до технології зварювання?
- Для чого використовують вивідні планки?
- Поясніть схему коливальних рухів пальника при зварюванні стикових швів.
- ОХОРОНА ПРАЦІ
7.1 Нормативна база
Охорона праці-це система правових, соціально-економічних, організаційно-технічних, санітарно-гігієнічних і лікувально-профілактичних заходів та засобів, спрямованих на збереження життя, здоров’я і працездатності людини у процесі трудової діяльності (Закон України « Про охорону праці» стаття 1).
Виробнича санітарія – це система організаційних заходів і технічних засобів, які ліквідовують або зменшують вплив шкідливих виробничих факторів на працюючих.
Вимоги щодо безпеки праці – це система організаційних і технічних засобів, що запобігають впливу небезпечних факторів на працюючих.
Нормативно-правові акти з охорони праці – це правила, норми, регламенти, положення, стандарти, інструкції та інші документи, обов’язкові для виконання ( Закон України «Про охорону праці», стаття 27).
Відповідно до Закону України «Про охорону праці» до основних законодавчих актів з охорони праці належать: Конституція України, Закон України ( «Про охорону праці», «Про пожежну безпеку», «Про забезпечення санітарного та епідеміологічного благополуччя населення» тощо).
Трудові відносини між працівниками в Україні регулюються Кодексом законів про працю (КЗпП), що регламентує права людини на охорону праці.
До основних законодавчих актів, які мають спільне правове поле з законодавством про охорону праці, слід віднести також «Основи законодавства України про охорону здоров’я», що регулюють суспільні відносини в цій галузі з метою забезпечення гармонічного розвитку фізичних і духовних сил, високої працездатності і довголітнього активного життя громадян, усунення чинників, які шкідливо впливають на їхнє здоров’я, попередження і зниження захворюваності, інвалідності та смертності, поліпшення спадкоємності. «Основи законодавства України про охорону здоров’я» передбачають встановлення єдиних санітарно-гігієнічних вимог до організації виробничих та інших процесів, пов’язаних з діяльністю людей, а також до якості машин, устаткування, будинків та таких об’єктів, що можуть шкідливо впливати на здоров’я людей; вимагають проведення обов’язкових медичних оглядів осіб певних категорій, в тому числі працівників, зайнятих на роботах із шкідливими та небезпечними умовами праці; закладають правові основи медико-соціальної експертизи втрати працездатності.

Конкретні вимоги охорони праці до виробничого середовища, обладнання, устаткування, порядку ведення робіт, засобів захисту працюючих, порядку навчання працюючих тощо регламентуються відповідними нормативно-правовими актами, які розробляються у відповідності з законодавством про охорону праці і становлять нормативно-технічну базу охорони праці. Нормативно-правовий акт – це офіційний документ компетентного органу державної влади, яким встановлюються загальнообов‘язкові правила (норми). Законом України “Про охорону праці” визначено, що нормативно правові акти з охорони праці (НПАОП) – це правила, норми, регламенти, положення, стандарти, інструкції та інші документи, обов’язкові для виконання. НПАОП переглядаються в міру впровадження досягнень науки і техніки, що сприяють поліпшенню безпеки, гігієни праці та виробничого середовища, але не рідше одного разу на десять років.
Вимоги безпеки праці та промислової санітарії під час проведення зварювальних робіт регламентуються ГОСТ 12.1.004-76 та ГОСТ 12.1.005-76.
Під час зварювання вуглекислим газом виділяється угарний газ (СО), концентрація якого більше 0,1% смертельна. Він не має запаху і дуже токсичний. Токсична дія може проявитися втратою свідомості зварником, внаслідок блокування подачі кисню в клітки головного мозку.

Для попередження впливу шкідливих речовин на організм виробничі приміщення повинні бути обладнані вентиляцією, відповідно до СниП 2.04.05-91. Кількість повітря, необхідного для видалення шкідливих домішок до рівня гранично допустимої концентрації (ГОСТ 12.1.005-88), повинна відповідати вимогам «Санітарних правил при зварюванні, наплавленні і різанні металів» № 1009-73.
7.2 Вимоги безпеки до процесів зварювання під час роботи з вуглекислим газом
Газові балони, які застосовуються під час виконання газозварювальних робіт, повинні експлуатуватись відповідно до вимог ДНАОП 0.00-1.20-98 «Правила безпеки систем газопостачання України» та ДНАОП 0.00-1.07-94 «Правила будови та безпечної експлуатації посудин, що працюють під тиском». На всіх балонах повинні бути запобіжні ковпаки.
- Температура повітря в приміщенні для роботи з вуглекислим газом не повинна перевищувати 25° C.
- На майданчику подавання захисного газу до зварювальних постів повинно бути не більше 20 балонів. У разі заміни порожніх балонів на заповнені необхідно закривати вентилі використаних балонів і колектора. Не дозволяється пропускання газу в місцях з’єднань.
- Усунення нещільностей необхідно здійснювати при закритих вентилях балонів за відсутності в системі тиску.
- На майданчику подавання захисного газу не дозволяється розміщувати сторонні предмети і горючі речовини.
- У разі централізованого постачання на зварювальні пости вуглекислого газу від контейнерів або рампової системи підігрівання трубопроводів повинно здійснюватися гарячою водою або парою.
- Не дозволяється під час відбирання газу з контейнера проводити ремонтні операції, відігрівати труби й апарати відкритим вогнем, здійснювати різкі перегини гнучких сполучних шлангів, підтягувати з’єднання під тиском.
- Під час зварювання на відкритих майданчиках (поза виробничим приміщенням) взимку балони з вуглекислим газом для запобігання замерзанню повинні встановлюватися в спеціальних утеплених приміщеннях.
- Не дозволяється відігрівати замерзлий балон (або редуктор) з вуглекислим газом полум’ям пальника, струменем пари.
- Для відігрівання балона з вуглекислим газом (або редуктора) необхідно припинити відбирання газу з балона, внести його в тепле приміщення з температурою 20 – 25° C і залишити його для відігрівання.
- Дозволяється відігрівати замерзлий редуктор водою з температурою не більше 25° C.
- Не дозволяється розбирати й виконувати ремонт вентилів балонів і редукторів на робочому місці.
- Для запобігання замерзання балона з вуглекислим газом в редукторі в зимовий період перед редуктором повинен бути встановлений підігрівач.
- Для видалення шкідливих газів і пилу при виробництві електрозварювальних робіт всередині закритих приміщень повинна встановлюється витяжна вентиляція, що забезпечує повну заміну забрудненого повітря чистим.
7.3 Охорона праці
- Існуюче законодавство з питань охорони праці зварників, як і інших робітників, передбачає комплекс правових, технічних і санітарно-гігієнічних заходів, спрямованих на забезпечення здорових і безпечних умов праці.
Відповідальність за організацію та стан охорони праці й техніки безпеки покладено на адміністративно-технічний персонал виробничих підрозділів підприємств, які проводять зварювальні роботи. За охорону праці відповідають начальники виробництва, майстри, фахівці з охорони праці.
- Державний контроль за виконанням норм і правил з охорони праці здійснює інспекція Держтехнаглядохорони праці, інспектори.
За дотриманням санітарних умов праці слідкує Державна санітарна інспекція; за нормами пожежної охорони – Державна інспекція пожежної охорони.
- Згідно з діючими положеннями до зварювальних робіт усіх видів допускаються особи віком 18 років і старші.
Зварювання можуть виконувати робітники, які пройшли спеціальне навчання. Додатково перевіряють знання правил охорони праці; результати перевірки записують в журналі встановленої форми.
Повторний інструктаж проводить адміністрація щоквартально і перед кожною новою роботою.
- Для робітників, зайнятих зварюванням, законодавством передбачено додаткові відпуски різних термінів залежно від конкретно виконаної роботи.
- Зварникам, згідно із законодавством, безкоштовно видаються спецодяг, спецвзуття та запобіжні пристрої.
- До зварювання на висоті допускаються робітники, які пройшли додатковий медогляд і мають посвідчення про вивчення спеціальних методів верхолазних робіт.
- Жінки до проведення зварювальних робіт на висоті і в замкнутих просторах не допускаються.
- Зварники, які працюють у замкнутих просторах або зайняті зварюванням кольорових металів, повинні щорічно проходити медичний огляд з обов’язковою рентгенографією грудної клітки і відповідними лабораторними дослідженнями.
- Кожний зварник повинен володіти спеціальними знаннями та неухильно виконувати існуючі вимоги щодо безпечного виконання робіт, а також дотримування норм і умов пожежної безпеки.
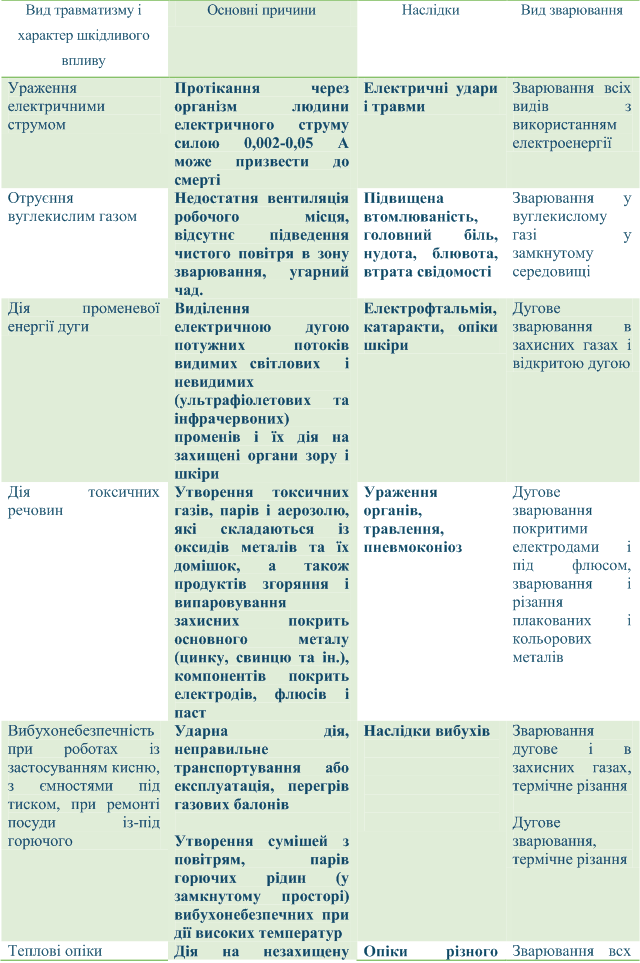
Основні види і причини травматизму при зварюванні
Питання для самоконтролю
- Чим регламентуються вимоги безпеки праці та промислової санітарії під час проведення зварювальних робіт?
- Яка повинна бути температура повітря в приміщенні для роботи з вуглекислим газом?
- Що повинно встановлюватися в виробничих приміщеннях для видалення шкідливих газів і пилу?
- Що необхідно робити при замерзанні редуктора?
- Коли виникає замерзання редуктора?
- Поясніть дію вуглекислого газу на людину?
- Вимоги до охорони праці зварників.
СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ
- О.Г. Александров, І.І. Заруба, І.В. Піньковський «Будова та експлуатація устаткування для зварювання плавленням» Київ «техніка» – 1998.-174с.
- Л. Е. Винокурова, М.В. Васильчук, М. В. Гаман «Основи охорони праці»- Київ «факт»-2005.-342с.
- І.В. Гуменюк, О.В. Гуменюк, О.Ф. Іваськів «Технологія електродугового зварювання» Київ «грамота»- 2006.-510 с.
- В. В. Сафонов, А. М. Діденко, В. В. Мелашич «Охорона праці при виготовленні і монтажі металевих конструкцій» -Київ «техніка», 2006.-285 с.
- І.Є. Сілаєва, В.І. Лісовицький «Професійно – теоретична підготовка електрозварників за модульною технологією навчання методичні рекомендації» Донецьк : ДІПО ІПП – 2006.
- С.С. Шевчук «Урок виробничого навчання у ПТНЗ: методичні рекомендації» Донецьк – 2004.
- Хренов К.К. Сварка, резка и пайка металлов – М.: Машиностроение, 1973.-408 с.
Додаток А
Тест №1
Обладнання та апаратура для зварювання в середовищі СО2
- Залежно від ступеню механізації окремих операцій дугове зварювання може бути:
а) автоматичним;
б) механізованим
- Зварювання, при якому є механізованою тільки частина операцій, у тому числі механізована подача дроту та інших зварюваних матеріалів у зону плавлення є:
а) автоматичним;
б) напівавтоматичним.
- У напівавтоматах використовується зварювальний дріт діаметром:
а) невеликого діаметру;
б) великого;
в) не має різниці.
- До основних вузлів напівавтоматів належать:
а) механізм подачі зварювального дроту;
б) шафа керування з електровимірювальною й пускорегулюючою апаратурою;
в) пальник з шлангом для подачі електродного дроту;
г) пристрій для захисту зони дуги
- Зварювальні напівавтомати можна класифікувати за:
а) принципом дії механізму подач;
б) за призначенням;
в) за діаметром дроту;
г) за характером переміщення
- Стаціонарні напівавтомати призначені для зварювання:
а) крупногабаритних деталей;
б) циліндричних резервуарів;
в) оболонкових конструкцій;
г) дрібногабаритних деталей.
- Конструкція напрямних рукавів, які використовуються в напівавтоматах, є:
а) дуже складна;
б) нескладна, основою якої є трубка, виготовлена з металу або полімерних матеріалів.
- Робочим інструментом пальника є:
а) пальник;
б) різак
в) електродотримач.
- За принципом дії подавальний механізм може бути:
а) комбінованого типу;
б) проштовхувального типу;
в) протягувального типу.
- У зону зварювання електрод попадає через:
а) роликовий мундштук;
б) колодковий мундштук;
в) чобітків мундштук;
г) трубчастий мундштук.
- Який механізм подачі дроту застосовують у напівавтоматах, які мають шланги довжиною понад 5м:
а) проштовхувальний;
б) протягувальний;
в) протягувально-проштовхувльний

Додаток Б
Тест №2
Обладнання та апаратура для зварювання в середовищі СО2
Пост для зварювання в СО2 складається:
а) з балона з газом;
б) редуктора, витратоміра, газоелектричного клапана і шланги;
в) з балона з СО2, підігрівача, осушувача.
2. Балон – стальна ємність, призначена для:
а) зберігання і транспортування стиснутих, зріджених і розчинених газів під тиском;
б) для зберігання рідини і сипучих речовин;
в) для зміщування газів.
3. СО2 відноситься до:
а) стиснутих газів;
б) зріджених газів;
в) розчинених газів.
4. Для зниження потрапляння вологи у зону зварювання, вуглекислий газ пропускають через:
а) осушувач;
б) підігрівач;
в) пальник.
5. Наявність навіть невеликої кількості вологи у балоні призводить до утворення в металі шва:
а) тріщин;
б) пор;
в) шлакових включень.
6. Для попередження замерзання вологи в каналах редуктора і заповнення їх льодом, між вентилем балона і редуктором установлюють:
а) осушувач;
б) електричний підігрівач;
7. Для вимірювання і точного контролю витрат газів використовують:
а) манометр;
б) редуктор;
в) витратоміри (або ротаметри).
8. Коли з балона випускають рідку вуглекислоту, то вона:
а) випаровується, а температура газу різко зменшується;
б) випаровується, а температура газу різко збільшується;
в) з вуглекислотою нічого не відбувається.
9. Регулювання швидкості пересування дроту в зону зварювання здійснюється механізмом подачі:
а) ступінчастої;
б) плавно;
в) комбінованим способом.
10. Дріт у зварювальних напівавтоматах подається:
а) з постійною швидкістю;
б) переривчасто;
в) залежно від зварника.
11. За принципом дії подавальний механізм поділяється на:
а) два типи;
б) три типи;
в) чотири типи.

Додаток В
Тест №3
Режим зварювання плавким електродом СО2
1. Сукупність різних факторів зварювального процесу, які забезпечують стійке горіння дуги і одержання швів заданих розмірів, форми та якості називається:
а) державним стандартом на зварювання;
б) режимом зварювання;
в) технологічним процесом.
2. Діаметр електродного дроту вибирають в залежності від:
а) хімічного складу металу;
б) способу зварювання;
в) товщини металу.
3. Тонколистовий метал зварюють:
а) зварним дротом діаметром 0,5-1,2мм;
б) зварюють за два проходи з обох боків;
в) зварюють за два проходи з кутом розчищення 60º і притупленням;
4. Метал більшої товщини зварюють:
а) за один прохід;
б) за два проходи з обох боків;
в) при вузькому щілинному розчищанні кромок за декілька проходів.
5. Зварювання плавким електродом виконують:
а) змінним струмом;
б) постійним струмом на зворотній полярності;
в) постійним струмом на прямій полярності.
6. Сила зварювального струму встановлюється залежно від:
а) марки зварного металу;
б) способу зварювання;
в) вибраного електрода.
7. Швидкість подачі електродного дроту залежить від:
а) роду і полярності струму;
б) сили струму;
в) діаметру електроду.
8. При малій швидкості зварювання:
а) збільшується зварна ванна;
б) зменшуються всі геометричні розміри шва;
в) підвищується можливість утворення пор у металі.
9. Із збільшенням вильоту електрода:
а) погіршується стійкість горіння дуги і формування шва;
б) збільшується розбризкування рідкого металу;
в) не відбувається ні яких змін.
10. При зварюванні з дуже малим вильотом:
а) погіршується спостереження за процесом зварювання;
б) підгоряють газове сопло і струмопідвідний контактний наконечник;
в) не відбувається ніяких змін.
11. Що впливає на витрати СО2:
а) швидкість зварювання;
б) конфігурація виробу;
в) наявність руху повітря (тобто протягів у цеху, вітру).
Додаток Г
Тест №4
Режим зварювання плавким електродом СО2
1. Що потрібно зробити для покращення газового захисту:
а) збільшити витрати для покращення газового захисту;
б) зменшити швидкість зварювання;
в) наблизити сопло до поверхні металу;
г) використати захисні щити.
2. Яка характеристика з наведених нижче визначає режим зварювання:
а) це сукупність різних факторів зварювального процесу, які забезпечують стійке горіння дуги і одержання швів заданих розмірів, форми та якості.;
б) теплофізичні властивості металу, розміри, форма, способи зварювання і розташування шва у просторі;
в) доступність процесу зварювання металу різної товщини
(від десятих часток міліметра до десятків міліметр рів), можливість спостереження за утворенням шва;
3. До основних параметрів зварювання у вуглекислому газі належать:
а) діаметр електродного дроту, сила зварювального струму, напруга дуги,
б) швидкість подачі електродного дроту, швидкість зварювання,
в) виліт електрода, витрати вуглекислого газу, нахил електрода вздовж осі шва, рід струму і полярність;
4. Знайдіть відповідності:
5. Силу зварювального струму встановлюють залежно від:
а) напруги;
б) діаметра електрода;
в) швидкості зварювання;
г) витрат вуглекислого газу
6. Чи впливає на глибину провару і якість шва кут нахилу електроду?
а) впливає;
б) не впливає;
7. Величина вильоту і випуск електрода встановлюється залежно від:
а) товщини зварюваного металу і умов гарного формування шва;
б) діаметра електродного дроту;
в) обраної сили зварювального струму;
г) товщини зварюваного металу в межах від 0,5-3 мм.
8. При зварюванні кутом уперед ширина шва при цьому зростає, глибина провару зменшується.
а) так
б) ні
9.Чи підтримуєш ти думку, що на практиці застосовують зварювання на підвищених (форсованих) режимах для збільшених сили струму, напруги дуги та швидкості зварювання, що дозволяє збільшити продуктивність на 25-75%.
а) так
б) ні
10. Чи підтримуєш ти думку що при зменшенні діаметру електродного дроту при інших рівних умовах підвищується стійкість горіння дуги, збільшується глибина провару, зменшується розбризкування рідкого металу, збільшується коефіцієнт наплавки, що призводить до підвищення продуктивності зварювання.
а) підтримую
б) не підтримую
11. Для зварювання тонколистового металу використовують дріт діаметром :
а)1-2мм
б) 3-4мм
в) 0,5-1,2мм
Додаток Д
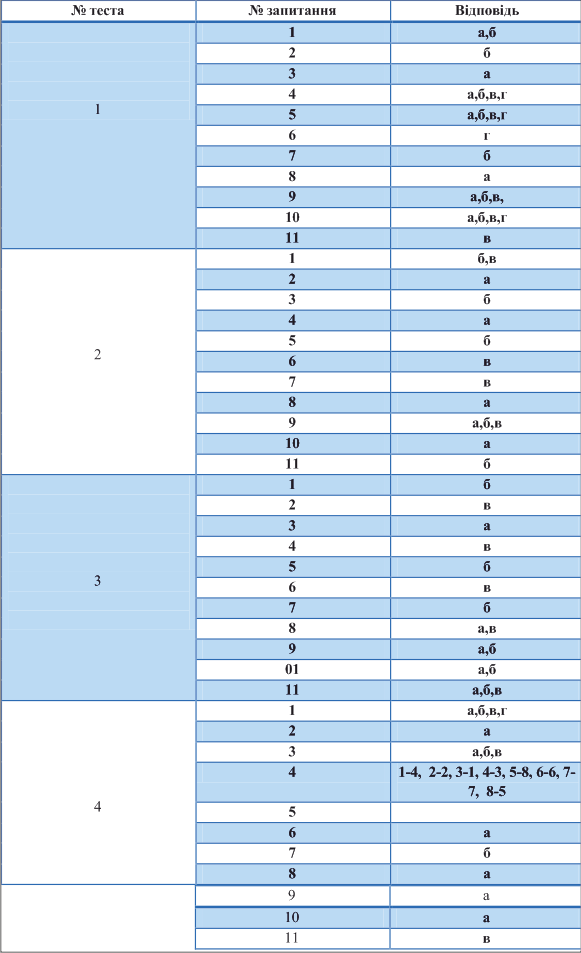
Відповіді на тестові завдання
- Активний газ – газ, який хімічно вза’ємодіє із зварювальним металом і розчиняється в ньому.
- Балон – ємність для зберігання і транспортування стиснених, зріджених і розчинених газів.
- Витратоміри, або ротаметри – призначені для вимірювання й точного контролю витрат газу.
- Вуглекислий газ (CO2) – газ без кольору з незначним запахом, в 1,5 рази важчий за повітря, що забезпечує надійний захист зварної ванни при незначних витратах.
- Газоелектричний клапан – призначений для ввімкнення та вимкнення подачі захисного газу в зону зварювання.
- Дугове зварювання в захисних газах – це зварювання, при якому дуга й розплавлений метал знаходяться в захисному газі, який подається в зону зварювання за допомогою спеціальних пристроїв.
- Захисний газ – газ, призначений для захисту зварювальної ванни від шкідливого впливу навколишнього середовища.
- Зварювальний напівавтомат – пристрій для електродугового зварювання, в якому зварювальний дріт подається автоматично за допомогою подаючого механізму, а процес формування зварювального шва проводиться зварювальником оператором вручну.
- Зварювальний пост – робоче місце зварника, обладнане всім необхідним для ведення зварювальних робіт, з додержанням безпечних правил ведення роботи.
10. Інертний газ – газ, який хімічно не взаємодіє із металом і не розчиняється у ньому та забезпечує захист дуги й металу шва від повітря.
11. Кратер – дефект зварного шва у вигляді заглиблення, яке залишається в місті обриву дуги під її тиском.
12. Манометр призначений для вимірювання тиску газу.
13. Металургійні процеси при зварюванні – це процеси взаємодії рідкого металу з газами та шлаками, які проходять під час плавлення електрода, при переході краплі рідкого металу через дугу, а також у самій ванні.
14. Неплавкий електрод – електрод, призначений тільки для підведення зварювального струму до дуги.
15. Нормативно-правові акти з охорони праці це – правила, норми, регламенти, положення, стандарти, інструкції та інші документи, обов’язкові для виконання.
16. Окисли (оксиди, окиси) – з’єднання елементів з киснем.
17. Осушувач – призначений для поглинання вологи, яка міститься у вуглекислому газі.
18. Пальник призначений для змішування горючого газу або парів рідини з киснем і одержання зварювального полум’я.
19. Петлеподібний рух – рух, що утворюється одночасним рівномірним., поступальним та обертальним рухом.
20. Підігрівач служить для підігріву СО2, який надходить з балона, тому що при випуску вуглекислоти з балона унаслідок випару рідини температура газу значно зменшується.
21.Пори – це порожнини в металі шва, заповнені газом, які мають сферичну або близьку до неї форму.
22. Пост для зварювання в захисних газах – зварювальний пост, який складається із балона з газом(CO2), підігрівача та осушувача, що застосовується тільки при використанні вуглекислого газу, а також редуктора, витратоміра, газоелектричного клапана і шланга, який з’єднує ці елементи із зварювальним пальником.
23. Редуктор служать для зниження високого тиску газу, який виходить з балона до робочого, й автоматичної підтримки заданого тиску.
24. Режим зварювання-це сукупність різних факторів зварювального процесу, які забезпечують стійке горіння дуги і одержання швів заданих розмірів, форми та якості.
25. Шлакові включення – це порожнини в металі зварного шва, заповнені шлаками, які не встигли виплисти на поверхню шва.
26. Якість зварного з’єднання – це сукупність властивостей зварного з’єднання, які зумовлюють їх придатність задовольняти визначені потреби відповідно до їх призначення.
Published: Nov 28, 2020
Latest Revision: Nov 28, 2020
Ourboox Unique Identifier: OB-946375
Copyright © 2020
![]()
 Skip to content
Skip to content