






Дефекти зварних швів

Copyright © 2024
На даний час існує багато видів та способів зварювання,
але основним більш розповсюдженим та економічним, з чого починається вивчення зварювання – є електродугове зварювання. До 2/3 світового споживання сталевого прокату йде на виробництво зварних конструкцій.
Практично зварюють майже всі метали на землі, у воді та в космосі.
І саме від зварювальника та якості його виробів залежить надійність конструкції.
Я думаю, що кожен із вас хоче стати гідною людиною, справжнім майстром своєї професії, гарним зварником, який зможе якісно виконати найскладніші зварювальні роботи. І тому кожен із вас (здобувачів освіти) повинен здобути якомога більше знань з технології зварювальних робіт.

Давайте пригадаємо:
1. Що називають зварним з`єднанням? (нероз`ємне з`єднання виконане зварюванням)
2. Що таке зварний шов? (це ділянка зварного з`єднання, утворена в результаті кристалізації металу зварювальної ванни)
3. Які металургійні процеси відбуваються при зварюванні?(взаємодія рідкого металу з газами та шлаками)
4. Що таке кристалізація? (перехід металу з рідкого стану в твердий з утворенням кристалів)
Дефект – це кожна окрема невідповідність продукції вимогам, установленими нормативною документацією.
У зварювальному виробництві розрізняють дефекти підготовки та складання виробів під зварювання і зварювальні дефекти. Останні поділяються на:
Зовнішні – дефекти форми швів (підрізи, напливи, пропали, кратери, свищі);
Поверхневі і внутрішні – дефекти нещільності (тріщини, непровари, пори, шлакові оксидні й вольфрамові включення).
Дефекти, що виникають в результаті зварювання, можуть призвести до серйозних аварій та структурних пошкоджень при експлуатації готового виробу.
Від якості зварного шва, без перебільшення, у майбутньому може залежати чиєсь життя, тому важливо уникати виробничого браку та розуміти механізми, які здатні його спричинити.
Руйнування конструкцій найчастіше починається з
дефектів, що виникають у зварному зʼєднанні чи основному металі. Вплив дефектів на властивості зварних зʼєднань визначається їх величиною і формою, частотою їхнього повторення, матеріалом конструкцій, умовами експлуатації і характером навантаження. Небезпека дефектів залежить від
безлічі конструктивних і експлуатаційних факторів.
Сьогодні ми розглянемо, охарактеризуємо та визначимо причини виникнення найпоширеніших та найнебезпечніших дефектів зварного шва.
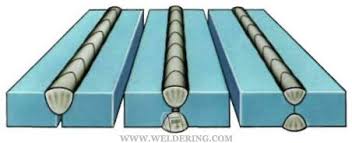
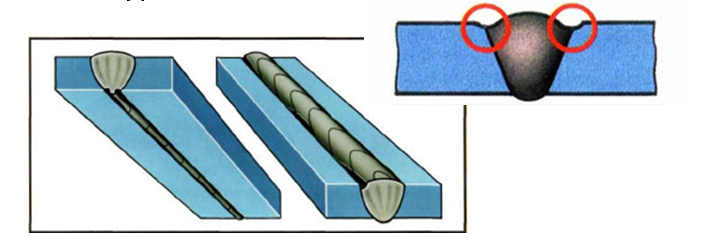
Непровар – це ділянка зварного з’єднання, де відсутнє сплавлення між зварними деталями. Виникає в корені однобічного стикового шва, по кромці між основним і наплавленим металом, у корені двобічного шва або між
валиками при багатошаровому зварюванні. Непровар впливає на ударну міцність металу (непровар в 10% товщини зварного з’єднання знижує міцність на 50%). Поряд із тріщинами їх відносять до найбільш небезпечних
дефектів.
На процес утворення непровару впливають:
– Неправильний режим зварювання.
– Швидкість заповнення розплавленим металом оброблених кромок деталей, що зварюються (при завищеній швидкості зварювання кромки, що зварюються, не встигають розплавитися).
– Зсув електрода у бік однієї з кромок, що зварюються, коли
розплавлений метал натікає на другу нерозплавлену кромку,
прикриваючи непровар.
– Низька кваліфікація зварника.
– Надмірно великий зварювальний струм, при якому розплавлений метал електрода попадає на непроварений основний метал.
– Блукання чи відхилення дуги під впливом магнітних полів (особливо на постійному струмі).
– Коливання зварювального струму і напруги дуги в процесі зварювання.
– Погане зачищення крайок, що зварюються, від окалини, іржі й інших забруднень.
– Надмірно велика сила струму.

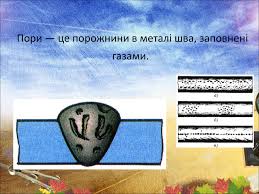
Пори – це порожнини в металі шва, заповнені
газами. Вони мають сферичну або трубчасту форму( у вуглецевих сталях).
Пористість може бути рівномірною у вигляді ланцюжків скупчень або окремих скупчень. Пори знижують статичну міцність та виносливість зварного з’єднання (небезпека руйнування конструкції зростає, якщо пори
розташовані поблизу поверхні).
Причини виникнення пор такі:
– рівномірна пористість виникає при постійно діючих факторах – забрудненні кромок, що зварюються (іржа, олія, волога), непостійній товщині покриття електродів, вологих електродах;
– одиночні пори утворяться за рахунок дії випадкових факторів – коливання напруги в мережі, місцевого дефекту в покритті електрода, випадкового подовження дуги;
– ланцюжки пор утворяться, коли газоподібні продукти проникають у метал по осі шва по всій його довжині – підварювання кореня шва зроблене неякісними електродами, підсмоктування повітря через зазор
між кромками, зварювання іржавого металу;
– скупчення пор виникають при місцевих забрудненнях чи при відхиленнях від установленого режиму зварювання, при зварюванні на початку шва, випадкових змінах довжини дуги чи її обриву, при зварюванні електродами з порушеним покриттям;
– газові пори утворюються у випадку застосування вологих електродів, великої швидкості зварювання і довгої дуги, забруднених крайок оброблення, недостатнього захисту шва при зварюванні в захисних газах;
– ймовірність виникнення пор знизиться, якщо зварювання проводити на прямій полярності постійного струму, при уникненні або зменшенні інтенсивності перемішування металу у зварній ванні, при відсутності неметалевих включень, при зменшенні числа газів і їх вмісту в металі.
Підрізи – це заглиблення в основному металі, що йдуть по краях зварного шва.
Глибина підрізу може досягати декількох міліметрів.
Причини утворення підрізів:
– велика сила струму і підвищена напруга;
– зсув електрода щодо осі шва;
– незручне просторове положення шва при зварюванні;
– недбалість чи недостатня кваліфікація зварника.
? До чого це може привести?
– підрізи можуть привести до руйнування зварних швів у процесі експлуатації конструкцій;
– більш небезпечними є підрізи, розташовані поперек діючих на них зусиль у кутових і стикових швах.
При зовнішньому огляді зварних швів перевіряють, чи нема
непроварів, підрізів, посилень шва (напливів), пропалень, не заварених кратерів, тріщин та інших дефектів, а також відповідність швів формам і розмірам.
Тріщина – де дефект зварного шва, макроскопічне і мікроскопічне руйнування, порожнина, яка утворилася з дуже малим початковим розкриттям. Гарячі тріщини можуть виникнути як в основному, так і в металі зони термічного впливу. Вони бувають поздовжніми, поперечними,
поздовжніми з поперечними розгалуженнями, можуть виходити на поверхню або залишатися схованими.
Появі тріщин у металі шва можуть сприяти пори і неметалеві
включення. Процес руйнування починається з утворення зародкової тріщини, тому наявність у металі тріщин є чинником, що призводить до руйнування.
Руйнування будь-якого металу складається з декількох етапів – зародження тріщини, її стійкий ріст і досягнення критичної довжини, нестабільний
розвиток тріщини.

Як не допустити виникнення дефектів зварювання
Щоб не допустити виникнення дефектів зварювання слід дотримуватись наступних рекомендацій:
- Підготовка матеріалів: перед початком зварювання поверхні матеріалів повинні бути чистими, сухими та не містити оксидів, жирів, фарби та інших забруднень, які можуть негативно вплинути на якість зварного з’єднання.
- Вибір обладнання: необхідно вибрати правильне обладнання для зварювання, враховуючи характеристики матеріалу та тип зварювання.
- Правильний вибір зварювального матеріалу: зварювальний матеріал має бути підібраний з урахуванням властивостей матеріалу, що з’єднуватиметься, а також типу зварювання.
- Управління тепловим впливом: необхідно контролювати тепловий вплив на матеріал під час зварювання, щоб уникнути спотворень, тріщин та інших дефектів.
- Дотримання режиму зварювання: необхідно дотримуватись режиму зварювання, зазначеного в технічній документації, що супроводжує зварювальне обладнання та зварювальний матеріал.
- Контроль якості: слід проводити контроль якості зварних з’єднань, використовуючи відповідне обладнання, щоб виявити можливі дефекти та запобігти їх появі в майбутньому.
- Навчання та кваліфікація персоналу: зварювальники повинні мати достатні знання та досвід, щоб правильно вибирати обладнання, матеріали, дотримуватися режиму зварювання та проводити контроль якості.
Щоб дефекти не утворювалися треба чітко дотримуватися технології зварювання, мати достатню кваліфікацію для виконання тих або інших робіт, вибирати якісні комплектуючі, враховувати фізико-хімічні властивості зварюваного металу і правильно настроювати режим зварювання. Якщо ви виконаєте ці пункти, то вірогідність утворення дефектів зводиться до нуля.
Дефектів зварювання слід уникати просто тому, що їх в подальшому потрібно виправляти.
Усі ремонтні роботи, пов’язані зі зварюванням у виробничому цеху, потребують часу і, отже, грошей. Це уповільнить виробничий процес і, зрештою, призведе до затримки у графіках проекту. Однак найнеприємнішим наслідком дефектів зварювання у гіршому випадку може стати руйнування виробу або конструкції, що може призвести до різних аварій і навіть травм.
Ми можемо виявити дефекти зварювання при огляді зварних швів, що є запізнілою мірою контролю і дозволяє не попереджати помилки, а працювати над усуненням несправностей, що вже виникли. Зварювальне виробництво необхідно розвивати у правильному напрямку, щоб знизити ризик дефектів. Такі заходи розвитку можуть включати, наприклад, посилення вимог до якості обробки, зміна процесу зварювання або зміна параметрів.
І головне, особливе значення має підготовка зварювальників. Кваліфікація персоналу відіграє головну роль у роботі з покращення якості.
Методи усунення дефектів:
1. Нерівномірність швів усувається наплавленням додаткового шару металу (поверхню, що наплавляється, ретельно очищають до металевого блиску);
2. Тріщини зовнішні усуваються обробленням і подальшою заваркою. Для попередження розповсюдження тріщини по кінцях її свердлять отвори, місце тріщини вирубують і заварюють. Шви з внутрішніми тріщинами вирубують і заварюють наново. За наявності сітки тріщин дефектну ділянку вирізують і натомість зварюванням накладають латку.
3. Підрізи заварюють тонкими валиковими швами;
4. Напливи усуваються обробкою абразивним інструментом або за допомогою пневматичного зубила;
5. Непровар, кратери, пористість і неметалічні включення усувають шляхом вирубки і подальшим заварюванням всієї дефектної ділянки.
Запитання до теми:
- Які дефекти виникають при підготовці та збиранні зварних виробів?
- Які дефекти відносять до зовнішніх?
- Назвіть причини виникнення дефектів.
- Чого потрібно дотримуватись, щоб не допускати дефектів при зварюванні?
- Як контролюють матеріали, заготовки під зварювання?
Для кращого закріплення вивченого матеріалу –
пройдіть тестування по темі
Практичні поради зварнику
-
Перед початком роботи завжди перевіряй чистоту деталей, сухість електродів і стабільність дуги.
-
Не поспішай. Занадто швидке переміщення електрода = непровар.
-
Спостерігай за ванною розплаву: рівномірне коливання свідчить про стабільність дуги.
-
Пам’ятай про кут нахилу: при нижньому положенні — 70–80°, при вертикальному — 90°.
-
Дотримуйся черговості проходів: основний шов завжди накладається після контрольного прихвату.
-
Використовуй шаблони або контрольні лінійки для вимірювання висоти і ширини шва.
-
Після зварювання обов’язково зачисти шов і оглянь його під гарним освітленням.
-
Не зварюй при сильному протязі або вологості — це основна причина пористості.
-
Працюй у справному одязі й засобах захисту — навіть дрібна іскра може призвести до опіку.
-
Вчися аналізувати свої помилки. Кожен дефект — це досвід, який робить тебе майстром.
Published: Jun 17, 2024
Latest Revision: Jun 17, 2024
Ourboox Unique Identifier: OB-1595351
Copyright © 2024
![]()
 Skip to content
Skip to content