






ЗВАРЮВАННЯ В ЗАХИСНИХ ГАЗАХ

Copyright © 2025
Департамент освіти і науки
Полтавської обласної військової адміністрації
НАВЧАЛЬНО-МЕТОДИЧНИЙ ЦЕНТ ПРОФЕСІЙНО-
ТЕХНІЧНОЇ ОСВІТИ У ПОЛТАВСЬКІЙ ОБЛАСТІ
ЗВАРЮВАННЯ В ЗАХИСНИХ ГАЗАХ.
Напіавтоматичне зварювання в середовищі вуглекислого газу.
(посібник)
В.І. Іванова
м. КАРЛІВКА, 2025
Іванова Вікторія Анатоліївна – викладач професійно-теоретичних дисциплін. Стаж роботи 33 роки.
Даний посібник містить матеріали з теми “Зварювання в захисних газах”. Детально розкрита тема “Напівавтоматичне зварювання в середовищі вуглекислого газу”.
Матеріал подано в логічній послідовності, використовуються малюнки, таблиці, відео та тести.
Матеріал можна використовувати як додаткову літературу на різних етапах навчання за професією “Електрозварник ручного зварювання”.
Наданий матеріал рекомендовано для проведення уроків професійно-теоретичної та професійно-практичної підготовки.
Розглянуто та схвалено методичною комісією “Зварників та будівельниих професій” ПТУ №50
м. КАРЛІВКА Полтавської області
(протокол № 3 від 22 жовтня 2025 року)
ЗМІСТ
ВСТУП
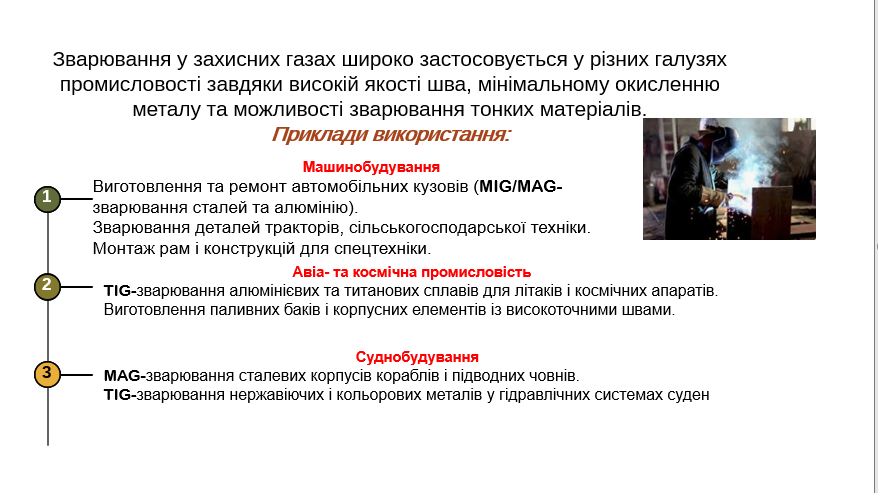
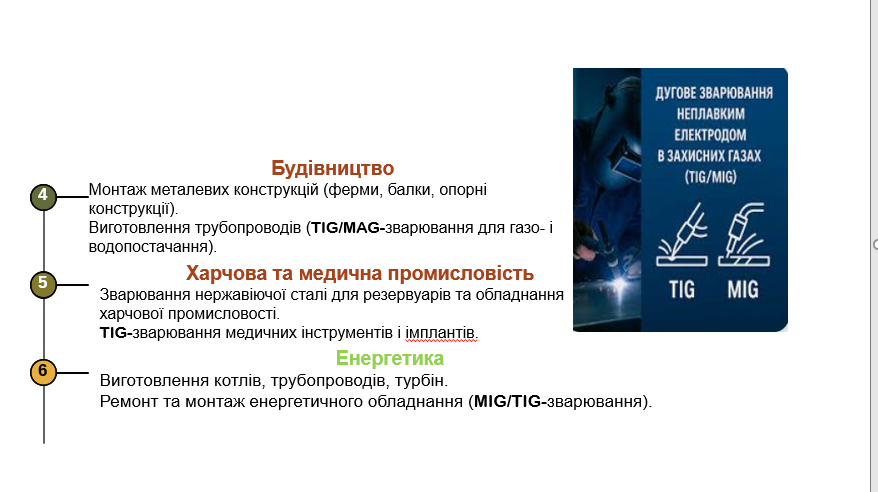
Застосування та приклади використання зварювання у захисних газах.
Загальні відомості про зварювання в захисних газах.
Захисні гази.
Неплавкі і плавкі електроди.
Робоче місце зварника.
Обладнання зварювальної кабіни.
Напіавтоматичне зварювання в середовищі вуглекислого газу.
Газова апаратура і прилади.
Питання самоконтролю. Тест №1.
Технологія напівавтоматичного зварювання.
Техніка зварювання у вуглекислому газі.
Зварювальний напівавтомат.
Налаштування напівавтомата.
Тест №2.
Можливі дефекти при зварюванні в захисних газах, причини та методи запобігання.
Контрольні питання по темі.
Практичні поради зварнику.
Перевір себе. Короткі практичні завдання.
ВСТУП
Досягнення в галузі механізації та автоматизації зварювальних процесів зумовило зміни в технології виготовлення кораблів, пресів, котлів, труб на ін. зварних конструкцій.
При виготовленні нових та відновленні зношених деталей використовують різні механізовані способи зварювання та наплавлення. Запровадження зварювання в середовищі захисних газів, дозволяє вирішити проблему широкого використання в промисловості зварних виробів із спеціальних сталей, кольорових металів та їх сплавів.
Зварювання в захисних газах – це процес плавлення металу, де електрична дуга і розплавлений метал захищені від атмосферного впливу спеціальним газовим середовищем. Цей захист є ключовим для запобігання окисленню та забрудненню металу, що забезпечує високу якість зварного шва.
Залежно від матеріалу та вимог до зварного шва використовують різні захисні гази:
- Аргон (Ar) – для алюмінію, титану, нержавіючої сталі.
- Вуглекислий газ (CO₂) або суміші Ar+CO₂ – для конструкційної сталі.
- Гелій (He) або його суміші – для зварювання кольорових металів та високоякісних швів.
Для напівавтоматичного зварювання пов’язаного із зварюванням у захисному газі існуюють такі позначеня:
- MIG Metal Inert Gas або MIGW Metal Inert Gas Welding – дугове зварювання плавким металевим електродом (дротом) в середовищі інертного захисного газу з автоматичною подачею присадного дроту;
- MAG Metal Active Gas або MAGW Metal Active Gas Welding дугове зварювання плавким металевим електродом (дротом) в середовищі активного захисного газу з автоматичною подачею присадного дроту;
- TIG Tungsten Inert Gas – дугове зварювання неплавким електродом в середовищі інертного захисного газу; найчастіше використовується для вказівки на ручне зварювання також.

Захисні гази
Призначені для захисту зварювальної дуги і ванни від шкідливого впливу навколишнього середовища.
Інертні захисні гази:
Аргон– без кольору і запаху, важчий за повітря. Аргон вищого сорту використовується для зварювання титанових сплавів, а також для відповідальних конструкцій з нержавіючих сталей.
Гелій – без кольору і запаху, значно легший за повітря і в 10 разів – за аргон. Дуга, що горить у гелію, виділяє більше тепла, і цим забезпечує проплавлення металу. Через погіршення захисту зварювальної ванни (тому що легший за аргон), витрати газу в 1,5-2 рази збільшуються. Використовують гелій при зварюванні кольорових металів і сплавів, а також нержавіючих сталей.
Активні захисні гази:
Вуглекислий газ – без кольору, зі слабким запахом. З підвищенням тиску перетворюється в рідину, яку називають вуглекислотою, а при охолодженні (-78,9) переходить в твердий стан, і його називають сухий лід.
Вуглекислий газ в 1,5 раза важчий за повітря, і це забезпечує добрий захист зварювальної ванни при незначних витртах.
Азот – без кольору і запаху, при температурі -196 градусів перетворюється в рідину. Використовується для зварювання міді, аустенітних сталей і плазмового різання.
Водень – без кольору, запаху і смаку, в 1,4 раза легший за повітря. Використовується як домішки до захисних газів.
Суміш аргону (90%) і водню (10%) використвують при зварюванні тонкого металу.
Неплавкі і плавкі електроди
Зварювання в захисних газах здійснюють як неплавким, так і плавким електродом.
Неплавкі електроди
Вольфрамові електроди використовуються при дуговому зварюванні в інертних газах, плазмовому зварюванні, а також різанні.
Зварювання неплавким електродом виконують на постійному струмі прямої полярності. Це забезпечує стабільність дуги, незначні витрати вольфрамового електрода та можливість зварювання на великих струмах.
Плавкі електроди
Зварювання електродами відбувається на постійному струмі зворотньої полярності, що забезпечує високу стабільність дуги.
Стабільність дуги, форма і розміри шва залежать від матеріалу, діаметру електрода (дрота), сили струму, напруги на дузі та складу захисного газу.
Робоче місце зварника
при зварюванні в захисних газах має бути організоване так, щоб забезпечити максимальну безпеку, комфорт та якість зварних швів. Ось основні моменти, на які слід звернути увагу:
Забезпечення наявності засобів пожежогасіння та організація робочого місця на відстані від легкозаймистих матеріалів.
Розташування обладнання:
– Газові балони або системи постачання захисного газу повинні бути встановлені стабільно та надійно закріпленими, щоб уникнути перевертання чи пошкодження.
– Прокладка шлангів повинна бути організована таким чином, щоб не заважати переміщенню зварника та забезпечувати легкий доступ до засобів регулювання тиску і подачі газу.
Організація робочого простору:
– Робоче місце повинно мати достатньо вільного простору для маневрування зварювального апарату, інструментів та матеріалів.
– Слідкуйте за тим, щоб робоче місце було добре освітлене, що сприяє кращій видимості зони зварювання та контролю за процесом.
– Важливо забезпечити вентиляцію для відведення шкідливих димів і газів, що можуть утворюватися під час зварювання.
Контроль якості процесу зварювання:
– Слідкуйте за стабільністю подачі захисного газу – сильні протяги або відкриті вікна можуть порушити його концентрацію на зоні зварювання, що негативно вплине на якість шва.
– Організуйте робоче місце так, аби зварювальник мав зручний доступ до панелі контролю апарату, а також до засобів регулювання струму та параметрів зварювання.
Ергономіка та комфорт:
Розташуйте робоче місце так, щоб зменшити фізичне навантаження – використовуйте ергономічні стільці та робочі столи (де це можливо), особливо якщо робота триває тривалий час.

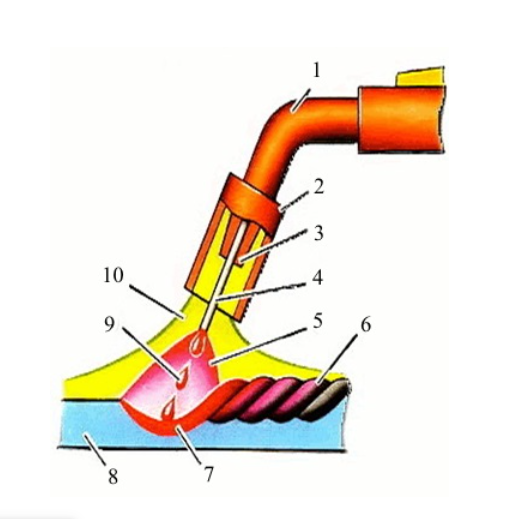
Схема процесу зварювання
1 – пальник; 2 – сопло; 3 – струмопровідний наконечник;
4 – електродний дріт; 5 – зварювальна дуга;
6 – зварний шов; 7 – Зварювальна ванна;
8 – основний метал; 9 – краплі електродного металу;
10 – газовий захист.
Напіавтоматичне зварювання в середовищі вуглекислого газу
Вуглекислий газ (CO2) є одним з найпоширеніших захисних газів, що використовуються при зварюванні напівавтоматом. Його популярність пояснюється кількома факторами:
Доступність та низька вартість: Вуглекислий газ є відносно дешевим і легкодоступним газом.
Стабілізація дуги: CO2 сприяє стабільнішому горінню зварювальної дуги, що покращує якість зварного шва.
Легування металу: При взаємодії з розплавленим металом вуглекислий газ частково розкладається, виділяючи кисень. Цей кисень окислює домішки в металі, покращуючи його якість.
Формування шлаку: Під час зварювання CO2 утворює захисний шар шлаку, який запобігає окисленню розплавленого металу і взаємодії його з атмосферою.

Поява методу зварювання в захисних газах
Метод зварювання в захисних газах з’явився у середині XX століття і став значним проривом у зварювальній технології.
Основна ідея цього методу полягає в тому, що зварювальну дугу захищають від впливу навколишнього середовища шляхом подачі інертного або активного газу в зону зварювання. Це дозволяє отримувати високоякісні зварні шви без дефектів, таких як пори, шлакові включення та окислення.
Історично, розвиток цього методу був пов’язаний з:
- Пошуком способів покращення якості зварних швів: Зварювання у відкритому повітрі часто призводило до дефектів зварних з’єднань через окислення металу і взаємодію його з атмосферою.
- Розвитком металургії: З появою нових видів сталей та алюмінієвих сплавів виникла потреба в більш досконалих методах зварювання.
- Створенням нових технологій: Розвиток газової промисловості та виробництва зварювального обладнання дозволив реалізувати ідею захисного зварювання.
Перші експерименти зі зварюванням в захисних газах проводилися з використанням інертних газів, таких як аргон. Однак, з часом було виявлено, що активні гази, такі як вуглекислий газ, мають ряд переваг для зварювання сталей.
Сьогодні зварювання в захисних газах є одним з найпоширеніших і найефективніших методів зварювання, який широко використовується в різних галузях промисловості.
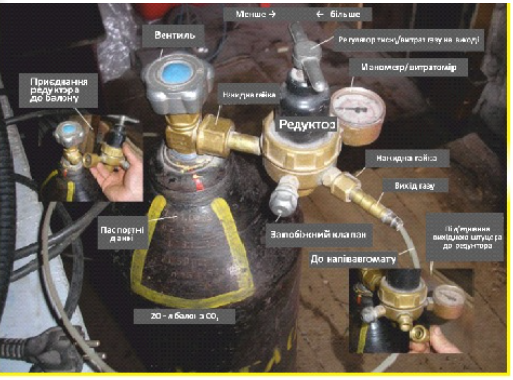
Газова апаратура і прилади
Пост для зварювання – це передусім балон з газом, підігрівач та осушувач, які застосовуються тільки при використанні вуглекислого газу, редуктор, витратомір, газоелектричний клапан і шланг, що з’єднує ці елементи із зварювальним пальником.
Балон – сталева емкість, призначена для зберігання і транспортування стиснутих, зріджених і розчиних газів під тиском.
Коли випускають з балона рідку вуглекислоту, вона випаровується і температура газу різко зменшується.
Щоб запобігти замерзанню вологи в каналах редуктора й заповнення їх льодом, між вентилем балона і редуктором встановлюють електричний підігрівач.


Електричний підігрівач
Призначений для підігріву вуглекислого газу (або газової суміші, до складу якої входить СО2), що надходить з балону в редуктор або регулятор витрати при живленні захисним газом зварювальних MIG/MAG напівавтоматів і автоматів.
Електричний нагрівальний елемент підігрівача нагріває газ, що проходить через пристрій, чим запобігає обмерзанню та утворенню сухого льоду в редукторі-регуляторі витрати.
Щоб зменшити потрапляння вологи в зону зварювання, вуглекислий газ пропускають через осушувач.
Встановлюється на вентиль балону з різьбою G3/4″ і забезпечує стабільну подачу захисного газу.
Використовують два види осушувачів – високого і низького тиску.
Низького тиску – має значні розміри, встановлюється після знижувального редуктора.
Осушувач високого тиску – встановлюється перед знижувальним редуктором, має малі розміри і потребує частої заміни, і це незручно.
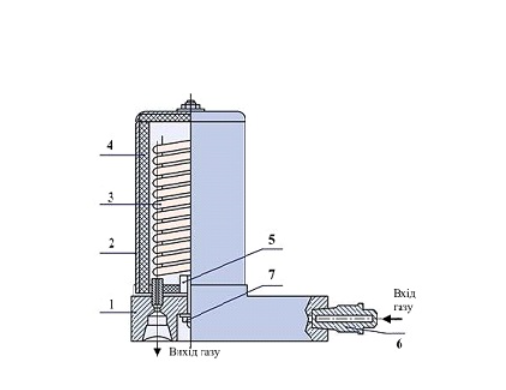
Схема електричного підігрівача газу
1- корпус;
2- кожух;
3- трубчастий змійовик;
4- теплоізоляція;
5- нагрівальний елемент;
6- накидна гайка;
7- затискач.
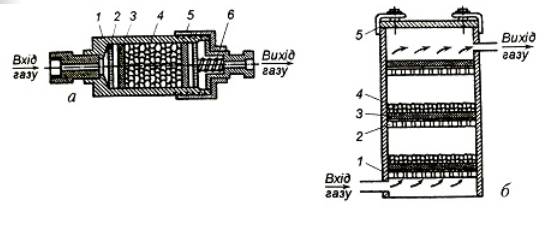
Схеми осушувачів високого і низького тиску
1- корпус;
2- решітки;
3- фільтри;
4- вологопоглинач;
5- кришка;
6- пружина.
Редуктор
Призначений для зниження тиску газу, який відбирають із балона і підтримання цього тиску сталим, незалежно від зниження тиску газу в балоні.
Витрати захисного газу фіксуються показами манометра низького тиску газового редуктора.
Відповідність шкали манометра низького тиску витратам газу:
0,03 МПа – 3 л/хв.
0,06 МПа – 4 л/хв.
0,08 МПа – 5 л/хв.
0,11 МПа – 6 л/хв.
0,14 МПа – 7 л/хв.
0,18 МПа – 8 л/хв.
0,22 МПа – 9 л/хв.
0,25 МПа – 10 л/хв.

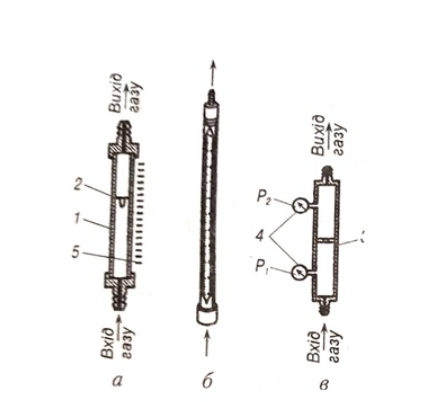
Витратоміри газу
Використовують для фіксації тиску в балоні, тиску після першого ступеня та робочого тиску (за манометром-витратоміром, який вимірює витрати газу в літрах за хвилину).
Витратоміри бувають різних типів, самі найпоширеніші – поплавкового і дросельного типу.
а) поплавкового типу (ротаметр);
б) ротаметр РМ-3;
в) дросельного типу.
1- скляна трубка; 2- поплавок; 3- діафрагма;
4- манометри; 5- шкала.
Редуктори та витратоміри — це ключові елементи системи безпечного та якісного зварювання.
Від їхньої справності й точності налаштування залежить стабільність дуги, чистота шва та безпека роботи зварника.
Основний принцип зварювання MIG-MAG полягає в тому, що металевий дріт під час зварювання подається автоматично в зону зварювання через зварювальний пальник і розплавляється теплом дуги.
У цьому сенсі зварювання MIG-MAG часто називається напівавтоматичним зварюванням, тому що зварник зазвичай переміщує пальник уздовж шва вручну. Дріт при цьому методі грає подвійну роль – він є і струмопровідним електродом, і служить присадним матеріалом. Результат (якість) зварювання MIG-MAG в значній мірі залежить від правильності вибору режимів роботи зварювального апарату (напруга дуги, струм, швидкість подачі дроту, швидкість зварювання), а також від правильності вибору і витрати захисного газу (швидкість подачі газу через сопло).
До роботи з обладнанням допускаються особи не молодше 18 років, які є кваліфікованими робітниками, ознайомилися з інструкцією по експлуатації та конструкцію обладнання, що мають допуск до самостійної роботи і які пройшли інструктаж з охорони праці.
Перед початком зварювальних робіт з робочої зони треба видалити горючі матеріали і надіти спецодяг.
Ступінь захисту світлофільтру повинна бути від 10 до 14, що дозволить безпечно працювати в широкому діапазоні потужності зварювальної дуги. Зварнику під час роботи не рекомендується користуватися контактними лінзами. Працювати слід в просторому провітрюваному приміщенні, але не на вулиці і не на протязі, інакше буде випаровуватися захисний газ.
Питання самоконтролю
- Які переваги має зварювання в захисних газах?
- Для чого використовують захисні гази?
- Які гази називають інертними, а які – активними?
- Що таке неплавкі електроди?
- Назвіть види вольфрамових електродів.
- Які недоліки має зварювання в захисних газах?
- Опишіть обладнання зварювання поста при зварюванні у вуглекислому газі?
- Для чого призначені балони?
- Який колір балону з вуглекислотою?
- В чому полягає основний принцип MIG/MAG зварювання?
Технологія напівавтоматичного зварювання
Технологія напівавтоматичною зварювання проста. У роботі використовується плавкий дріт і захисний газ. Зварювання виконується із застосуванням напівавтомата, на ньому встановлюється постійний або імпульсний струм. Під час зварювання плавиться і дріт, і сам метал. Вони змішуються і утворюють єдиний шов. Газ виконує захисну функцію. Він подається в зварювальну зону за допомогою пальника і захищає шов від окислення і утворення дефектів.
Техніка зварювання у вуглекислому газі
Перед початком зварювання необхідно включити газ і перевірити його витрати, зачекати декілька секунд, щоб повністю вийшло повітря з шлангів, і обдути місце зварювання вуглекислим газом. Недотримання цих умов призводять до утворення пор на початку шва.
У момент закінчення процесу зварювання перестають пересувати дугу, виключають подачу дроту й зварювальний струм, затримують на 1-2 с. мундштук над кратером, щоб захистити метал зварної ванни від окислення, а потім відводять тримач від місця зварювання.
Закінчувати процес зварювання розтягуванням дуги не рекомендується. Перед закінченням процесу зварювання рекомендується заповнити кратер шва металом.
Стикові з’єднання в нижньому положенні зварюють напівавтоматом при нахилі електрода від 5 до 20 град. кутом уперед або (рідше) кутом назад.
Таврові з’єднання, розташовані не “в човник”, зварюють з таким же нахилом електрода в напрямі зварювання і з нахилом його упоперек шва під кутом 40-50 град. до горизонту. При цьому електрод направляють або в точно в кут, або зміщують на 1-1,5 мм на горизонтальну поличку.

Зварювальний напівавтомат
Стандартний зварювальний напівавтомат для роботи з плавким електродом в захисних газах складається з джерела струму, механізму подання дроту, пальника, кабелів, вбудованого управління, системи подання газу, системи охолодження.
При зварюванні напівавтоматом дріт подається за допомогою спеціального механізму. Він може працювати по трьох принципах: проштовхувальний, протягувальний і комбінований. Найпопулярніша система подання дроту-проштовхувальна, вона сама недорога і зустрічається у більшості бюджетних напівавтоматів.
Зварювальні напівавтомати можна класифікувати не тільки за принципом подачі дроту, а й призначенням – спеціальні або загального призначення; за діаметром дроту – малого (0,5 -1,4 мм) і великого (понад 16 мм); за характером переміщення в процесі зварювання – стаціонарні, переносні, пересувні.
Більшість зварювальних напівавтоматів мають швидкість подачі дроту від 600 до 900 м/год і розраховані на зварювання струмами силою до 500 А.

Змінні деталі
У напівавтомата є додаткові змінні деталі, за якими треба періодично стежити. До таких деталей відноситься струмознімальний наконечник і сопло. Необхідно стежити, щоб ці деталі були в справному стані, оскільки від них багато в чому залежить стабільність горіння дуги.
Вибір зварювального дроту
Вибір зварювального дроту при зварюванні у вуглекислоті-справа непроста. Річ у тому, що при зварюванні у вуглекислоті сталеві деталі з низьким вмістом вуглецю сильно окислюються. Щоб цього уникнути треба використовувати дріт, у складі якого є присутнім марганець і кремній. А якщо треба зварити леговані стали, то треба використовувати спеціальні дроти.
Налаштування напівавтомата
Підготовка обладнання
- Перевірити технічний стан зварювального напівавтомата (подавач дроту, шланги, пальник, ролики).
- Під’єднати балон з вуглекислим газом (CO₂) через редуктор і шланг до апарата.
- Установити проволоку відповідного діаметра (зазвичай 0,8–1,2 мм, тип — зварювальний дріт G3Si1 для сталі).
- Під’єднати масу до виробу, що зварюється.
Налаштування параметрів зварювання
а) Сила струму та напруга (режим зварювання)
- Залежить від товщини металу та діаметра дроту:
- для 1–2 мм сталі: ~80–120 А, 17–19 В
- для 3–5 мм: ~140–180 А, 19–23 В
- Більша товщина — вищий струм і напруга.
б) Швидкість подачі дроту
- Узгоджується зі струмом:
- для 1 мм дроту при 120 А — приблизно 5–6 м/хв
- Якщо дріт штовхає або “стріляє”, потрібно відрегулювати.
в) Потік газу (витрата CO₂)
- Встановити витрату газу 10–15 л/хв.
- Витрата може збільшуватись при зварюванні на відкритому повітрі (до 18–20 л/хв).
Перевірка полярності
- При зварюванні суцільним дротом у CO₂ — використовується пряма полярність:
- «+» — на масу
- «−» — на дріт (пальник)
- Для порошкового дроту — часто зворотна полярність («+» на дріт), якщо не інше вказано виробником.
Випробування і коригування
- Зробити пробний шов на зразку того ж металу.
- Відрегулювати:
- Подачу дроту (щоб горіння було стабільним)
- Потік газу (щоб не було пористості)
- Довжину вильоту дроту (оптимально 10–15 мм)
- Контролювати звук дуги: має бути стабільний “тріск”, як при смаженні бекону — це ознака правильного режиму.
Можливі дефекти при зварюванні в захисних газах, причини та методи запобігання
1. Пори
Опис: дрібні газові включення у зварному шві або під його поверхнею.
Причини:
потрапляння вологи, мастила, іржі або бруду на крайки металу;
недостатній або надмірний захисний газовий потік;
сильний вітер або протяг;
негерметичність з’єднання.
Запобігання:
ретельно зачищати метал перед зварюванням;
використовувати сухий газ і перевіряти шланги на герметичність;
регулювати витрату газу відповідно до товщини металу (8–15 л/хв для MIG/MAG);
не зварювати на протязі.
2. Непровари (непровар кореня шва)
Опис: неповне проплавлення між основним металом і зварним швом.
Причини:
мала сила струму або напруга;
надто висока швидкість зварювання;
неправильне положення пальника;
невірна підготовка кромок.
Запобігання:
вибирати правильний режим струму;
забезпечувати правильний кут нахилу пальника (10–15°);
не поспішати — вести шов рівномірно;
підготувати крайки з зазором 1–2 мм (для кореневого шва).
3. Підрізи
Опис: виїмки уздовж краю зварного шва.
Причини:
занадто великий струм;
надмірна швидкість зварювання;
неправильний нахил пальника;
малий кут коливань.
Запобігання:
зменшити струм або швидкість зварювання;
змінити кут пальника (трохи назад при TIG/MIG);
формувати плавний перехід між швом і основним металом.
4. Тріщини
Опис: розриви у металі шва або в зоні термічного впливу.
Причини:
висока вуглецевість металу;
залишкові напруження;
різке охолодження;
надлишок домішок (S, P).
Запобігання:
попередній підігрів деталей (100–200 °C для сталей з вуглецем);
повільне охолодження шва;
правильний вибір присадного дроту;
уникати надлишкових деформацій.
5. Напливи
Опис: надлишок металу, який виступає за межі зварного шва.
Причини:
низький струм;
занадто великий діаметр дроту;
неправильне положення пальника;
мала швидкість зварювання.
Запобігання:
збільшити струм і швидкість зварювання;
правильно встановити пальник під кутом 10–15°;
підібрати оптимальний діаметр дроту (0,8–1,2 мм).
6. Шлакові включення
Опис: залишки шлаку між валиками шва (при багатошаровому шві).
Причини:
неочищений попередній шар;
надто низький струм;
неправильна техніка руху.
Запобігання:
ретельно зачищати кожен шар металевою щіткою або молотком;
підтримувати оптимальну температуру дуги;
дотримуватися черговості накладання валиків.

Контрольні питання по темі:
- Що таке захисний газ і яку функцію він виконує під час зварювання
- Які основні види захисних газів застосовують при зварюванні?
- Наведіть приклади. У чому різниця між зварюванням у середовищі вуглекислого газу (CO₂) і аргону (Ar)?
- Які переваги має зварювання в захисних газах порівняно з ручним дуговим зварюванням?
- Що таке зона термічного впливу і як вона пов’язана із зварюванням у газах?
- Яке обладнання використовується для зварювання у захисних газах? Назвіть основні елементи.
- Як впливає витрата захисного газу на якість зварного з’єднання?
- Яка полярність використовується при зварюванні напівавтоматом у CO₂ і чому?
- Що може спричинити пористість у зварному шві при роботі в захисному газі?
- Назвіть заходи безпеки при зварюванні в захисному газі.
Зробіть вправу на співвідношення
Практичні поради зварнику при роботі в захисних газах
-
Перед роботою перевір, щоб балон з CO₂ був закріплений і редуктор справний.
-
Очисти метал від іржі, мастила, фарби — інакше газ не зможе захистити зону зварювання.
-
Підбирай режим зварювання залежно від товщини металу:
-
Тонкий лист — менший струм (80–100 А);
-
Товстий метал — 160–220 А.
-
-
Контролюй витрату газу — приблизно 10–15 л/хв.(в залежності від місця проведення зварювання). Якщо потік занадто сильний, газ розсіюється.
-
Дріт повинен подаватися рівномірно. Якщо ні, то — перевір ролики, наконечник та гнучкий рукав.
-
Тримай пальник під кутом 70–80° до поверхні деталі.
-
Слідкуй за стабільністю дуги — це головний показник правильного режиму.
-
Після завершення зварювання закрий вентиль балону, вимкни зварювальне обладнання і зачисть біляшовну зону.
-
Регулярно перевіряй сопло пальника — бризки знижують якість зварювання.
-
Вчися “чути” дугу: рівномірний, м’який тріск — ознака правильного процесу
Перевір себе
(практичні завдання)
- Опиши дії, які треба зробити перед початком зварювання у CO₂.
- Опиши дії, які треба зробити по закінченню робіт при зварюванні у CO₂.
- Підбери параметри для зварювання листа 4 мм.
- Назви три можливі дефекти і способи їх уникнення
Розгадай ребус

Добре, матеріал опановано!

Published: Sep 21, 2025
Latest Revision: Sep 21, 2025
Ourboox Unique Identifier: OB-1614916
Copyright © 2025
![]()
 Skip to content
Skip to content