






Обробка циліндричних отворів

Copyright © 2021
ЗМІСТ
1. Загальні відомості.
Конструкція свердла, заточування та кріплення свердла.
2. Свердління циліндричних отворів.
3. Контроль отворів.
1. Загальні відомості. Конструкція свердла, заточування та кріплення.
У багатьох деталях важливими елементами конструкції є отвори. Через отвори деталі з´єднуються гвинтами чи болтами.
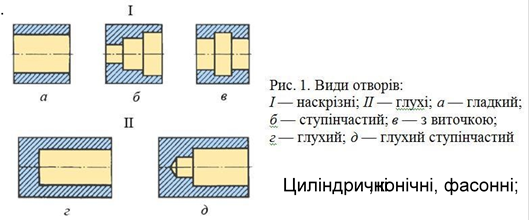
Циліндричні отвори слугують робочими порожнинами деталей, насосів, компресорів. Застосовують отвори і для підведення мастила або охолоджувальної рідини. До отворів ставляться різні вимоги щодо точності, прямолінійності осей, правильності геометричної форми, шорсткості поверхні та ін. За формою розрізняють циліндричні отвори : гладенькі, східчасті та канавкові, а також наскрізні і глухі.
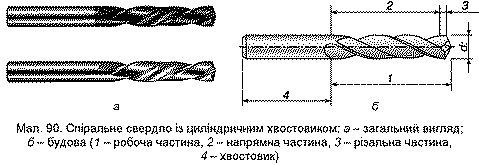
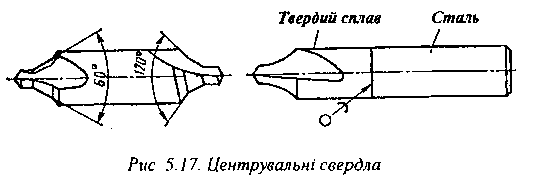
Свердло складається з робочої частини, шийки і хвостовика. Торець свердла, на якому розташовані дві різальні кромки, називається різальною частиною.
Робочу частину свердла виготовляють із інструментальної сталі, а шийку й хвостовик – із конструкційної; обидві частини з´єднуються зварюванням. Дрібні свердла, як правило, суцільні.
Свердло, кут між різальними кромками якого 2ȹ дорівнює 118-120°, призначено для обробки сталі та чавуну. Для обробки інших матеріалів значення кута 2ȹ змінюється.
На робочій частині свердла є два спіральних пера, з´єднаних перемичкою. По зовнішній поверхні свердла шліфуються вузенькі напрямні стрічки. Між перами розташовані спіральні канавки. Канавки слугують для підведення змащувально – охолоджувальної рідини до різальних кромок і відведення стружки з отвору.
Свердління твердого матеріалу виконують свердлами, оснащеними пластинкою із твердого сплаву. Твердосплавні свердла діаметром до 8мм виготовляють суцільними і упаюють їх у сталевий хвостовик.

Для закріплення свердла в пінолі задньої бабки слугує хвостовик, який має конічну форму. Конічні хвостовики виконують за стандартом (конус Морзе № 1, 2,3,4,5) з кутом похилу конуса 1°26´, що запобігає його прокручуванню. Якщо конус свердла відрізняється за розміром (номером) від конусного отвору пінолі задньої бабки, то застосовують перехідні втулки.
Свердла з циліндричними хвостовиками в пінолі задньої бабки закріплюють за допомогою свердлильного патрона.
2. Свердління циліндричних отворів.
Отвори в суцільному металі утворюють свердлінням. Саме свердління забезпечує точність розмірів отвору до 12-го квалітету та шорсткість до 3-4-го класів.
Основним інструментом для свердління отворів є спіральне (гвинтове) свердло.
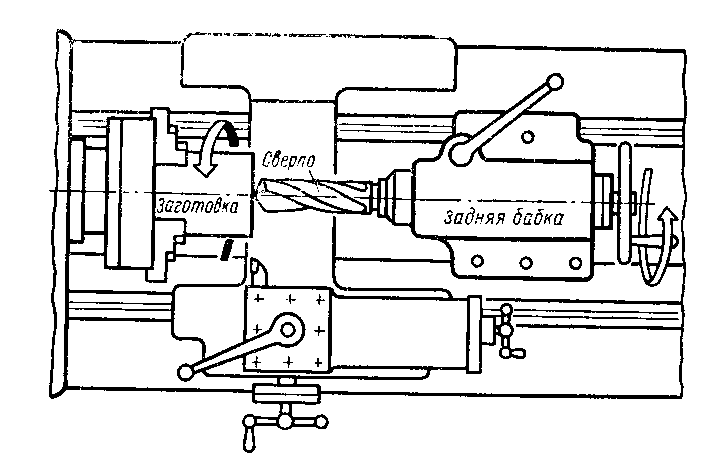
Під час свердління отворів на токарному верстаті свердло, закріплене в пінолі задньої бабки, подають до деталі вручну – обертанням маховичка. Для верстата 16К20 максимальний діаметр свердління по сталі становить 25мм, по чавуну – 28мм.

Проте свердління отворів таким свердлом малопродуктивне і утомливе для робітника. Тому до комплектів деяких сучасних верстатів (16К20, КА280) додають спеціальну державку для свердел, яка встановлюється в позиції різцетримача. Така державка може бути виготовлена і для будь-якого верстата. За допомогою цієї державки здійснюють автоматичну подачу свердла.
Для запобігання зміщенню свердла на початку свердління торець заготовки центрують.
Охолоджувальна рідина під час свердління на токарному верстаті має подаватися безпосередньо в отвір, що обробляється.
Задану довжину свердління (глибину отвору) контролюють під час роботи за поділками на пінолі або за крейдяною міткою на свердлі, за допомогою обмежувальної втулки, чи індикаторного пристрою, що закріплюється на пінолі. Індикатор налагоджують за еталонною деталлю. Він забезпечує точність контролю глибини отвору до 0,01мм.
3. Контроль отворів.
Діаметри отворів контролюють за допомогою штангенциркулів ШЦ1- з точністю вимірювання 0,1мм, ШЦ2- з точністю 0,05мм. При вимірюванні отвору ШЦ2 слід враховувати товщину губок.
Отвори діаметром 120мм та більше вимірюють за допомогою мікрометричного нутроміра з точністю до 0,01мм.

Штангенциркуль- ШЦ1.

Штангенцркуль – ШЦ2

Мікрометричний нутромір

Індикаторні нутроміри.
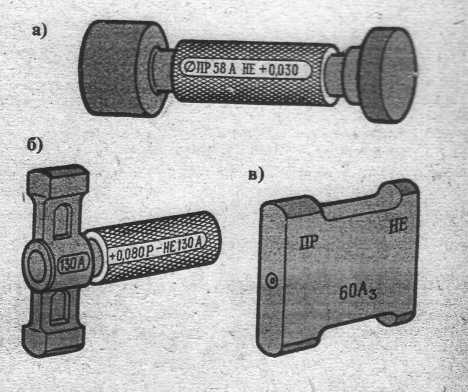
У серійному та масовому виробництві отвори контролюють за допомогою граничних калібрів-пробок. Для контролю отворів діаметром 80мм і більше застосовують зрізані однобічні пробки або пластинчасті. Такі пробки легкі, за їх допомогою можна виявити овальність отвору, якщо контроль виконувати у двох взаємно перпендикулярних напрямах.
Перед контролем отвір очищають від стружки і протирають (обов´язково при повній зупинці шпинделя).
Калібри-пробки зберігають у вертикальному стані або укладають на панелях із пінопласту. Калібри слід оберігати від дотикання до металевих предметів та від падіння.
Published: May 19, 2021
Latest Revision: May 19, 2021
Ourboox Unique Identifier: OB-1141436
Copyright © 2021
![]()
 Skip to content
Skip to content